Инструмент для хонингования в виде оправки – изучаем свойства брусков. Хон инструмент
Инструмент для хонингования в виде оправки и типы брусков + видео
Если вы собираетесь заняться расточкой цилиндрических деталей или доводкой элементов подшипников, тогда вам нужно овладеть инструментом для хонингования в виде оправки. Попробуем разобраться со всеми вопросами в этой статье.
1 Особенности процесса хонингования
Прежде чем разговаривать о хонах, следует уточнить, что собой представляет сам процесс. Это один из видов абразивной обработки материалов с помощью специальных хонинговальных головок. Особенность такой операции в совмещении вращательных и возвратно-поступательных движений инструмента, поверхность перед этим обильно покрывается смазочно-охлаждающей жидкостью. В результате получается улучшить геометрию внешних граней детали и ее текстуру.
Процесс абразивной обработки материалов
Рекомендуем ознакомиться
Этим способом обрабатывают отверстия различных деталей. Хонингование незаменимо в автомобиле- и судостроении, во время ремонта различной техники. Очень часто этой операции подвергаются отверстия поршневой и кривошипной головок шатунов, блоков цилиндров двигателя, гильз, шестерен и т. д. Также хонингование нашло свое применение и при обработке плоскостей. Таким способом легко изменить геометрию изделия, улучшить смазывание пар трения. Качество и точность обработки зависят от ряда факторов, в том числе и вида режущего инструмента, а также заданных режимов.
Оправки для хонингования выглядят по-разному, и как щупальца с закрепленными на "пальцах" брусками, и как трубка с прорезями для фиксации абразивных колодок. Такой инструмент отличается гибкостью геометрии, поэтому часто применяется для обработки отверстий неправильной формы.
2 Хонинговальные бруски для оправки
Хонингование производят специальными абразивными брусками, которые делятся на квадратные (БКв) и плоские (БП). Еще отличается материал, из которого они сделаны, и их геометрические параметры. Длина обычно варьируется в пределах от 1,5 до 20 см, высота и ширина составляют 2–80 мм. Среди абразивных материалов прекрасно себя зарекомендовали эльбор, белый электрокорунд, марки 63С и 64С зеленого карбида кремния и алмаз. Последний имеет превосходную режущую способность и износостойкость. Если сравнивать алмазные бруски и элементы из карбида кремния, то линейный износ первых меньше в целых 150 раз, стойкость больше минимум в 50 раз, а иногда и в 200. Благодаря таким свойствам значительно сокращается время на смену и наладку режущего инструмента и появляется возможность полностью автоматизировать процесс.
Качество и свойства брусков для оправки во многом зависят от вида связки. В основном используется керамическая. Ей свойственны пористость и хрупкость, благодаря которым обеспечивается самозатачивание инструмента. Однако она имеет и отрицательные стороны. Так, из-за повышенной хрупкости на кромках брусков появляются сколы. А образовавшиеся осколки попадают между соприкасающимися поверхностями и царапают обрабатываемую деталь. Плюс ко всему негативное влияние имеет и неравномерная твердость, способствующая налипанию металла и, как следствие, царапинам. А вот пористость делает отвод отработанного материала более эффективным.
Бруски для оправки
Еще существуют и алмазные бруски на органических связках, отличающихся эластичностью. Такой инструмент используется для окончательной обработки. Высокая упругость органических связок способствует уменьшению глубины проникновения абразивных частиц в металл, и хонингование происходит в режиме трение-выглаживание. Такой рабочий инструмент нашел широкое применение для плосковершинного хонингования, когда обработка происходит в два этапа. Сначала идет черновая с применение брусков на металлической связке, а в завершение – чистовая эластичными изделиями.
Относительно недавно появились крупнозернистые бруски для оправки с бакелитовой связкой. К их достоинствам нужно отнести отличную эластичность и прочность на изгиб. Благодаря этим характеристикам количество сколов сводится к минимуму. Толщина снимаемого слоя напрямую зависит от зернистости. При увеличении размера абразива вдвое этот слой увеличивается на 25%. Шероховатость, напротив, становится ниже с уменьшением зерна.
3 Характеристики инструмента и их влияние на работу
Главными параметрами брусков для хонингования считаются их твердость и зернистость. Выпускаются изделия зернистостью от М6 и М7. Но по особому заказу могут быть изготовлены и более грубые М20–25 либо, наоборот, мелкозернистые М1–5. Чем больше размер абразива, тем меньше времени потребуется для снятия слоя металла, но и шероховатость обработанной поверхности возрастет.
Твердость инструмента влияет на его износостойкость и склонность к самозатачиванию. А увеличение этого параметра способствует снижению пористости. В результате ухудшаются условия для вывода стружки, что способствует нежелательному налипанию металла. Эта характеристика подбирается в зависимости от качества и свойств обрабатываемого материала. Чем больше твердость рабочего инструмента, тем большее давление можно прикладывать во время обработки. Для финишной стадии хонингования обычно берутся более эластичные инструменты.
Характеристики инструмента
Играет роль и шероховатость обрабатываемой поверхности: чем она меньше, тем ниже должна быть твердость рабочего материала.
Еще выбор твердости бруска зависит от геометрических размеров отверстий. Рабочий инструмент должен быть тем тверже, чем меньше будет отношение длины отверстия к его диаметру. Играет роль и ширина режущего инструмента. С более узкими брусками намного проще работать, но они должны отличаться и повышенной твердостью.
4 Производство брусков для хонингования
Изготавливают эти элементы методом прессования. С помощью дополнительных операций можно регулировать хрупкость изделия. Так, пропитав брусок на керамической основе бакелитом, можно снизить его хрупкость и увеличить твердость. Делается пропитка следующим образом. В емкости готовится смесь из бакелитового лака и водного растворителя. В нее погружаются изделия на полчаса. После чего идет сушка в два этапа, первые 7–14 часов на открытом воздухе, а затем бруски помещают в специальный сушильный шкаф. В нем они высушиваются при температуре около 80 °C не менее 6 часов.
Далее идет стадия ступенчатого нагрева. Для этого понадобится специальный термостат для бакелизации. В него погружают обрабатываемые элементы, а температура поднимается каждый час. Сначала она находится в пределах 100–130 °C, затем 130–160 °C, последняя стадия длится 90 минут при температуре 180 °C. Финальная операция – естественное охлаждение на воздухе.
Производство брусков для хонингования
В некоторых случаях необходимо снизить твердость брусков для оправки. Чтобы достигнуть такого эффекта готовят раствор едкого натра, доводят его до кипения и помещают в него бруски. Время выдержки находится в пределах от 30 до 120 минут. Затем изделия достают и помещают на 1 час в кипящую очищенную воду. А чтобы полностью нейтрализовать щелочь, рабочий инструмент промывают под проточной водой, опускают на полчаса в емкость с раствором соляной кислоты (5% концентрации). Напоследок изделие еще раз помещают под струю чистой воды и сушат.
Если речь идет о брусках с бакелитовой связкой, то в этом случае снизить твердость можно прокипятив режущий инструмент в 3% растворе кальцинированной соды. Не забудьте после этого промыть изделие в течение часа сначала в горячей, а затем холодной воде.
5 А если отверстие некруглой формы?
Теперь поговорим об особенных хонах, инструментах для обработки некруглых отверстий. Состоят они из корпуса, в котором предусмотрен канал для подвода пневмосреды, колодок, абразивных брусков, пневматической камеры, двух муфт (подвижной и неподвижной). Как только инструмент приводится в рабочее положение, через специальный канал в корпусе подается сжатый воздух прямо в пневмокамеру. Это способствует прижиму всех рабочих элементов к обрабатываемой поверхности. Причем они прижимаются равномерно абсолютно по всей плоскости, независимо от геометрии поверхности.
Обработка некруглых отверстий
Во время обработки колодки двигаются и поворачиваются на необходимый угол благодаря пазам в муфте. А регулируя давление сжатого воздуха, можно контролировать силу прижатия брусков оправки. Этот инструмент фиксируется к полому шпинделю станка, а последний обеспечивает возвратно-поступательные движения. Следует обратить внимание и на самоцентрирующиеся гибкие хонинговальные щетки. В этом случае валики крепятся к специальным гибким нитям, таким образом, инструмент полностью повторяет контур поверхности. Благодаря этому появляется возможность обрабатывать даже ломаные края.
6 Подбираем правильные бруски для работы
Размер и качество рабочего инструмента зависят от параметров обрабатываемого отверстия. Суммарная ширина комплекта брусков для оправки зависит от длины окружности и колеблется в пределах от 0,15–0,35 этой величины. Если используются широкие элементы, то в них специально прорезают продольные пазы. С их помощью обеспечивается хороший подвод смазочной жидкости и лучше вымываются все отходы.
Подбор качественного инструмента
Если обрабатывается чугунная поверхность, то необходимо приобретать брусок для оправки с 50 или 75% концентрацией. Для стали эта характеристика возрастает и достигает 100%. А работая со стальными закаленными элементами, иногда приходится использовать и бруски с алмазной концентрацией 150%. Различается и материал брусков в зависимости от обрабатываемого металла. Для цветных металлов и чугуна отлично подойдет карбид кремния, а вот сталь поддается обработке электрокорундом.
В некоторых случаях совмещают несколько типов, например, для чистовой обработки берут изделие из белого электрокорунда, а для черновой из зеленого карбида. Мягкие металлы, вроде меди и алюминия, обрабатываются и более эластичными инструментами, так как применение твердых брусков может вызвать налипание металла основы, что приведет к царапинам, рискам и иным нежелательным дефектам.
tutmet.ru
Инструменты Flex-hone
Гибкие абразивные щетки Flex-Hone
Это инновационные инструменты, предназначенные для шлифования, хонингования и финишной обработки различных внутренних и наружных поверхностей. Качество финишной обработки инструментами Flex-hone значительно превосходит качество обработки другими инструментами. Никакой другой инструмент не способен создать подобные микроструктуры, обеспечивающие максимальную долговечность и качество поверхности.
Демонстрация работы инструментов Flex-hone
Основной принцип конструкции инструмента заключен в абразивных шариках, прочно закрепленных на концах сверхпрочных волокон нейлоновых щеток. Таким образом, инструменты Flex-Hone способны обрабатывать поверхности различных форм.
При финишной обработке деталей инструменты Flex-hone осуществляют удаление заусенцев и притупление острых кромок. Данные щетки можно применять не только на станке, но и с помощью обычных электродрелей.
Выпускаются следующие виды щеток Flex-hone:
1. Стандартные щетки Flex-hone малых диаметров (от 4мм до 3”)
2. Стандартные щетки и щетки Flex-hone для тяжелых условий (диаметром от 3” до 18”)
3. Щетки Flex-hone для сверхтяжелых условий больших диаметров (от 19” до 36”)
4. Щетки Flex-hone для обработки плоскостей (Flex-hone for rotors)
5. Алмазные щетки Flex-hone (от 4мм до 1½”)
6. Специальные щетки Flex-hone для притупления острых кромок фасок и удаления заусенцев.
7. Щетки Flex-hone для огнестрельного оружия
- для ружейных стволов;
- для револьверов и пистолетов;
- для винтовок;
- для пейнтбольного оружия;
Какие проблемы решают щетки Flex-hone:
1. Финишная отделка поверхности
Применение инструментов Flex-hone позволяет устранить целый ряд трудоемких операций шлифования, хонингования, доводки и т.д. С помощью данных щеток можно добиться высокого качества поверхности (низкой шероховатости и т.д.) без дополнительных операций, и без наличия дорогостоящего оборудования. Кроме того щетки Flex-hone обеспечивают особую микроструктуру поверхности обеспечивающую максимальную долговечность.
Использование алмазных инструментов Flex-hone с последовательным шлифованием от крупного зерна абразива к более мелкому позволило получить практически зеркальную поверхность карбидных колец с шероховатостью от 0,7 мкм до 0,05 мкм.
2. Удаление заусенцев
Удаление заусенцев является важной и достаточно трудоемкой задачей любого производственного предприятия, занимающая большое количество времени. Необходимо значительное снижение затрат на слесарные операции по удалению заусенцев. Инструменты Flex-hone являются прогрессивным решением данной задачи. Они значительно снижают время и трудоемкость операции удаления заусенцев. Кроме того с помощью щеток Flex-hone возможно удаление заусенцев в самых труднодоступных местах, где не могут работать традиционные инструменты (шаберы, напильники и т.д.).
Особое значение щетки Flex-hone имеют для обработки ответственных деталей топливной аппаратуры, гидравлических узлов, блоков цилиндров, огнестрельного оружия и т.д., где наличие даже микрозаусенцев может привести к тяжелым последствиям, выходу из строя оборудования, техники и т.д. Для выпуска подобных деталей применение щеток Flex-hone является необходимым условием.
3. Притупление острых кромок
Инструменты Flex-hone выполняют уникальную функцию - они притупляют острые кромки, сглаживают, скругляют их, удаляют микрозаусенцы и приподнятости материала, возникающие при обработке фасок и т.д.
Для притупления острых кромок проводятся дополнительные переходы механической обработки, используются множество специальных режущих инструментов (фасонных фрез, резцов, зенковок и т.д.), также применяют дополнительные универсальные (слесарные, токарные и др.) операции по притуплению острых кромок. Все эти способы приводят к дополнительным затратам и весьма значительным. Инструменты Flex-hone полностью решают данные проблемы, они довольно просто и быстро притупляют острые кромки. На рисунках ниже показана острая кромка и эта же кромка после обработки инструментом Flex-hone.
Практические особенности применения инструментов Flex-hone
Щетки необходимо применять со специально разработанным маслом Flex-hone, используется небольшое количество масла, чтобы не создавать шлама. Нельзя работать в сухую, это приведет к быстрому износу инструмента.
Для достижения низкой шероховатости поверхности часто используют щетки разной зернистости от большой к мелкой. Например, получив после механической обработки шероховатость 6 мкм, чтобы получить 0,16 мкм необходимо применить щетки со следующей последовательность зернистости: 40 – 1,7мкм; 80 - 1,2 мкм; 180 – 0,7 мкм; 320 – 0,5 мкм; 400 - 0,3 мкм; 800 – 0,2-0,05 мкм.
Основная работа делается хонинговальной щеткой с крупным зерном, например 40. После смачивания щетки маслом, необходимо опустить ее в сосуд и включить обороты для удаления излишнего масла. Щетку вводить в деталь во вращающемся состоянии для снятия заусенцев и притупления передней острой кромки. Щетка должна выходить с противоположной стороны на 2/3 своей длинны. Для обработки необходимо 12-14 ходов, за ход считается прямое и обратное перемещение инструмента. Таким образом, для вышеописанного случая, для обработки щеткой с зернистостью 40 необходимо порядка 48 ходов, для зернистости от 80 до 320 – по 36 ходов, для зернистости 400 – 48 ходов, для зернистости 800 – 24 хода.
Инструменты Flex-Hone широко применяются во многих сферах деятельности: автомобилестроение, авиастроение, ракето-космическое строение, оружейное производство, производство духовых музыкальных инструментов, военно-промышленный комплекс и многие другие отрасли промышленности.
Выбрать инструменты Flex-hone
Абразивные щетки для финишной обработки отверстий все больше внедряются в производстве, ремонте, восстановлении, чистки изделий с отверстиями, к которым предъявляются высокие требования к качеству поверхности. Это наиболее простой и весьма производительный способ достижения суперфинишной поверхности с уникальной микроструктурой в любых отверстиях.
Компания Brush Research Manufacturing выпускает огромное количество различных щеток Flex-hone, удовлетворяющих требования самых сложных изделий. Посмотреть и выбрать необходимые Вам инструменты Flex-hone можно в каталоге BRM ниже.
Посмотреть каталог инструментов Flex-hone и других инструментов компании Brush Research Manufacturing
Внедрение инструментов Flex-hone упрощает процесс достижения высочайшего качества продукции, делает его стабильным при этом снижается время обработки изделий, не требуется высокая квалификация работников, сокращается маршрут обработки, устраняются уже не нужные операции.
Приобретая инструменты Flex-hone Вы решаете ряд глобальных задач, таких как достижение уникального качества Вашей продукции, снижение издержек производства, получение максимального экономического эффекта, повышение авторитета, повышение конкурентоспособности, вывод предприятия на новый качественный уровень и многих других задач.
Выбрать инструменты Flex-hone
Повысьте свои результаты – используйте только эффективные инструменты!
Заказать инструменты или задать вопросы можно по E-mail: Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
< Назад
Вперёд >
effecttools.ru
Хонингование. Удаление заусенцев. Закругление кромок. Финишная обработка поверхности с помощью Флекс-Хоне
Инструмент для финишной обработки
1. Технически продуманный принцип для многостороннего применения
Благодаря хитроумному техническому принципу инструменты Флекс-Хоне имеют разностороннее применение. Основу гибкой функциональной способности Флекс-Хоне создают шарики абразива, прочно закрепленные на концах щетинок густых нейлоновых щеток.
Такие щетки очень компактны, но благодаря изменяющейся форме инструмента хорошо согласуются с обрабатываемой цилиндрической поверхностью. Однако щеткой Флекс-Хоне можно легко обрабатывать не только цилиндрические поверхности, но и поверхности конической и даже овальной формы.
Кромки закругляются. Благодаря изменяющемуся давлению прижима можно избежать образования слоя металла, а там, где он образовался в результате другой обработки, легко удалить его с помощью Флекс-Хоне.
Запатентованная система Флекс-Хоне является примером того, как простая, но продуманная техника может эффективно решать самые разнообразные задачи.
2. Простота использования Флекс-Хоне.
В инструменте Флекс-Хоне нет абразивных брусков, которые могут сломаться, и, кроме того, при его использовании можно сэкономить на трудоемкой операции настройки диаметра.
Флекс-Хоне - это специальным инструмент, который можно установить на любой станочной линии, и даже более того, его можно использовать вместе с простыми ручными дрелями.
Инструмент Флекс-Хоне во вращении вводится в деталь, которую необходимо хонинговать, и при равномерном движении в разные стороны создает правильную сетчатую шлифовку.
3. Флекс-Хоне - инструмент многостороннего использования для промышленности и ремесленного производства
Флекс-Хоне - это не просто надежный инструмент для хонингования плоских и зачистки цилиндрических поверхностей. С помощью роторных или дисковых инструментов Флекс-Хоне можно обрабатывать также и наружные поверхности.
Можно использовать для обработки как отдельных деталей, так и крупных партий.
4. Применение
Устройств?о Флекс-Хоне с вращением вводится и выводится из цилиндрического отверстия. Используйте обычное масло для хонингования, смесь легкого моторного масла и керосина или наше специальное масло для инструмента Флекс-Хоне. По возможности не работайте «всухую».
Для хонингования или очистки не используйте никакие растворители! Число оборотов инструмента в зависимости от диаметра должно составлять от 80 до 1200 об/мин. Чтобы получить перекрестную сетку шлифовочных штрихов под заданным углом, характеристики хода должны соответствовать числу оборотов. Длительность обработки должна составлять примерно 5-60 секунд - не выполняйте хонингование слишком долго!
5. Области применения
Чистовая обработка поверхностей гидравлических и пневматических цилиндров.
Защита колец для радиального уплотнения валов и манжет.
Черновая и заключительная обработка при выполнении гальванических и других процессов нанесения покрытий.
Хонингование цилиндров с отверстиями и каналами с одновременным закруглением всех кромок.
Удаление заусенцев и закругление кромок ступенчатых неравномерных цилиндров и цилиндров с поперечными отверстиями.
Хонингование расточенных цилиндров. При этом достигается такое качество финишной обработки поверхности, которого обычно можно ожидать лишь после завершения процесса приработки двигателя.
Восстановление цилиндров и сглаживание изнашивающихся кромок.
Например, в безукоризненно работающих цилиндрах двигателей при смене поршневых колец могут образоваться насечки, а перекрестная шлифовка поможет восстановить отличное состояние поверхности.
Удаление заусенцев и полировка, удаление пятен или налетов ржавчины.
Гибкое приводное удлинение примерно до 280 мм.
Кроме вышеперечисленных инструментов для хонингования, имеющихся в ассортименте, могут поставляться инструменты Флекс-Хоне с любыми размерами (даже конической формы) и указанные ниже абразивные порошки:
Оформляйте заказ на основании фактического диаметра цилиндра. Все инструменты Флекс-Хоне имеют несколько большие размеры.
Маркировка хвостовика - тип абразивного материала
SC
Карбид кремния (стандартное исполнение)
- бесцветный
Алюминиевый порошок Нортона классифицируется только как "сверхмелкий" (отсутствие зерна) и предназначен для полировки
AO
Оксид кремния
- черный
BC
Карбид бора
- золотой
WC
Карбид вольфрама (покрытие)
- желто-коричневый
LA
Алюминиевый порошок (сверхмелкий)
- зеленый
ZO 1525
Оксид циркония / оксид алюминия
- красный
ZO 1549
Оксид циркония / оксид алюминия
- белый
Конечная маркировка - Размер зерна
20 коричневый
80 оранжевый
180 фиолетово-красный
400 желтый
40 пурпурный
120 серебряный или бесцветный
240 ультрамарин
600 розовый
60 серый
320 белый
800 голубой
6. Масло Флекс-Хоне
Обозначение Литр
FHP
0,25
FHQ
1
FHG
4
FH5G
20
7. Ротор Флекс-Хоне
Обозначение Зерно
RMFH 60
60
RMFH 120
120
RMFH 240
240
Специально созданное масло для хонингования любых металлов с помощью инструмента Флекс-Хоне. Оно содержит смесь масла для смазки и охлаждения режущего инструмента и масла для доводки, низкоплавную фракцию топленого жира для предотвращения износа алюминия, диспергатор влаги, неионное поверностно-активное смачивающее вещество для обеспечения полноценной смазки поверхности, специальную присадку, связывающую металлическую стружку и абразивную пыль в шлам, и антибактериальное средство. Нанесите небольшое количество на стенки цилиндра, чтобы образовался шлам. Тщательно очистите цилиндр и слегка смажьте его для защиты от ржавчины.
Флекс-Хоне поставляются как:
карбид кремния;
карбид алюминия;
карбид бора;
карбид вольфрама;
оксид циркония.
Флекс-Хоне поставляются с зернистостью 20 - 800, а также в алюминиевом порошке.
8. Флекс-Хоне - гениальная идея
Очень редко мы имеем счастье, сравнительно простыми средствами, достичь решения сложных проблем. Известное «яйцо Колумба» довольно четко показывает, как бывает трудно находить явные, очевидные решения. К тому же простые решения часто самые лучшие!
Еще ранние исследования показали, что при хонинговании, насколько его в фактическом смысле применяют как конечную обработку, лучшие результаты получают, если хонинговальные бруски подвижны, например, на пробочной подкладке прижимают к обрабатываемой поверхности. Флекс-Хоне обеспечивает это подвижное давление посредством своих нейлоновых щеток. И при этом возникает еще один полезный эффект: Если обрабатываемый цилиндр имеет поперечные сверления, шлицы, ступенчатости или подобное, то при хонинговании шлифовальные шарики внедряются в углубления и удаляют в труднодоступных местах заусенец, закругляют края. Дальнейшие преимущества этого гибкого, небьющегося инструмента как примерка к овалу, ступенчатым или коническим сверлениям каждому ясны и совсем не нуждаются в отдельном упоминании.
9. Как работать с Флекс-Хоне?
К простоте устройства инструмента относится и беспроблемное обслуживание Флекс-Хоне. Применение этого хонинговального и удаляющего заусенцы инструмента не требует специального обучения и сложных машин. При помощи ручной дрели, каждый специалист может успешно применять Флекс-Хоне практически во всех случаях. В серийном производстве Флекс-Хоне можно применять на хонинговальных станках и автоматах.
Инструмент Флекс-Хоне во вращении вводится в сверление. При этом необходимо обращать внимание на то, чтобы выбранный размер с одной стороны гарантировал достаточно контактное давление шариков, однако с другой стороны, шарики не должны далеко попадать в поперечные сверления или пробои, чтобы они не могли оторваться. Нейлоновые нити щеток не должны тереться о стенки цилиндра, это также может привести к обрыву шариков. Число оборотов примеряется диаметру так, чтобы через возвратнопоступательные движения получить равномерную сетчатую шлифовку.
По возможности применять смазывающие жидкости. Для этого находят применение хонинговальное масло, керосин или тормозная жидкость. Таким образом, улучшается качество хонингования и продлевается срок службы инструмента Флекс-Хоне. Ни в коемслучае нельзя применять растворитель, так как могут быть повреждены нейлоновые нити. Время обработки очень короткое; несколько ходов, с чередующимся направлением вращения инструмента, дают желаемый результат.
10. Что можно достичь с Флекс-Хоне?
Об удалении заусенцев мы уже говорили: Флекс-Хоне удаляет заусенцы практически у всех обычных материалов. К сожалению, если образуется сильный заусенец у нержавеющей стали, то может возникнуть такая проблема: заусенец только гнется из стороны в сторону, но не отрывается.
Как влияет хонингование на обрабатываемое изделие? Микрогеометрия цилиндра практически не изменяется больше, то есть он сохраняет свою прежнюю форм; удаление материала очень незначительное (в минимальных пределах). Зато эффект на его рабочей поверхности очень большой. Отполированные поверхности цилиндров двигателей вновь становятся шероховатыми, что обеспечивает сохранение масляной пленки, сверления и предварительно хонингованные поверхности становятся идеальными, снимаются неровности от предыдущей обработки так, что поршневые кольца с самого начала ходят по более большой поверхности цилиндра. Эту заключительную обработку называют финишной «Plateau-Finish».
Как раз при хонинговании обычными неподвижными инструментами часто возникает проблема образования так называемой «жестяной рубашки». Из-за неподвижности инструмента, материал не всегда удаляется, а перемещается под давлением, острия кончиков, оставшиеся от расточки, чаще всего просто загибаются. Это, прежде всего, происходит при раскатке сверлений. Как раз тогда, поверхность часто кажется очень гладкой, и измерение шероховатости подтверждает это впечатление. Однако, в реальности, это только загнутые кончики или сдвинутые слои материала, которые, как «рубашка», остались в сверлении. При механической нагрузке эти частицы отрываются и быстро приводят к повышенному износу, задирам и выработке в цилиндре. Однако Флекс-Хоне в состоянии «санировать» при заключительной обработке и такие поверхности: он удаляет «жестяную рубашку», оставляя поверхность с желаемой шероховатостью.
11. При каких работах возможно применение Флекс-Хоне?
Из двух главных сфер применения:
удаление заусенцев;
улучшение поверхности
Образуется множество возможностей применения: везде там, где производится или обрабатывается сверление, образуется заусенец. И сегодня он часто всё ещё удаляется вручную. Флекс-Хоне гарантирует быстрое и хорошее решение. Он округляет острые края, что очень важно, например, у каналов двухтактных цилиндров. Основное применение Флекс-Хоне находит в областях гидравлики и превматики. Цилиндры, клапаны управления и множество других элементов превосходно обрабатываются Флекс-Хоне. Улучшение поверхности, в результате заключительной обработки «Plateau-Finish», прежде всего важна там, где механические движения и нагрузки ставят особые требования к поверхности. Идет ли речь о манжетах в гидравлических цилиндрах или поршневых кольцах в цилиндрах двигателя, износ всегда может быть существенно уменьшен посредством хорошей рабочей поверхности. При замене поршневых колец, применив для хонингования Флекс-Хоне, выработанные цилиндры получают качественную сетчатую шлифовку, и вновь готовы к эксплуатации. Очень часто новые автомобили, автомобили с замененными двигателями, атакже двигатели после ремонта, имеют повышенный расход масла. Обычно это результат недостатка рабочей поверхности при малой шероховатости стенок цилиндра. небольшая доработка инструментом Флекс-Хоне решит эту проблему.
rostools.ru
Хонинговальные головки для отверстий малого диаметра
Хонинговальная головка (инструмент для обработки отверстий малого диаметра)
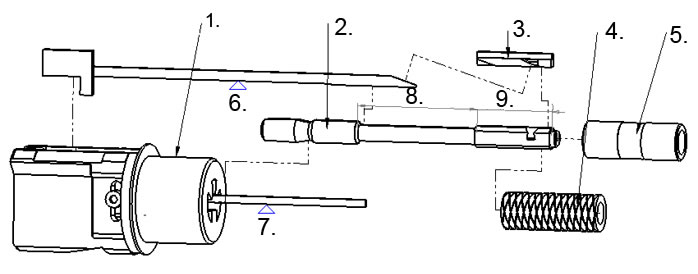
Хонинговальная головка (хон) с одним бруском предназначена для обработки внутренних отверстий и улучшения качества отделки поверхности их внутренних стенок. Мы разработали несколько моделей хонинговальных головок в зависимости от размеров отверстия. Каждая головка состоит из адаптера, оправки, клина, фиксатора бруска, центрующей втулки, втулки для правки брусков и хонинговального бруска. Все эти детали собраны с особой тщательностью и приводятся в действие станком. Взаимодействуя между собой, они обрабатывают отверстия с максимальной точностью.
Данная серия хонинговальных головок была разработана для хонингования отверстий с малым диаметром (минимальный диаметр: 2.54 мм). Опираясь на наш научно-исследовательский и производственный потенциал, мы можем предложить индивидуальное производство хонов в соответствии с ТЗ заданием заказчика. Для получения более подробной информации о данном продукте, пожалуйста, свяжитесь с нами.
Компоненты
1. Адаптер
2. Оправка
3. Хонинговальный брусок
4. Центрующая втулка
5. Втулка для правки брусков
6. Клин
7. Центральный стержень
8. Длина хвостовика
9. Длина колодки
Типы : Стандарт одиночный камень инструменты
Типичные слова: K,BL,JK,L
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 2.54-18.90 мм.
K: стандартная оправка
BL: камень длиннее K оправки
JK: длина стержня больше, чем у оправки
L: длина стержня больше, чем у оправки BL
ОБРАЗЕЦ: K3-100CH
Типичные слова: AK, JAK,BAL,AL,ATK,
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров 18,90-36 мм.
ОБРАЗЕЦ: AK20-744AH
ОБРАЗЕЦ: AK20-744UACH, у оправки есть гильдии.
Типичные слова: Y,AAY,
Стандартные оправки для открытых отверстий с ключевыми слотами. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 6,22-34,93 мм.
ОБРАЗЕЦ: Y8-245BH
Типичное слово: M
Стандартные оправки для глухих отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 4.7-18.90 мм.
ОБРАЗЕЦ: MK6-01AH
Стандартные многокамерные оправки
Типичное слово: D-Y-
Стандартные многокамерные оправки для открытых отверстий с ключевыми слотами. Они предназначены для разных диаметров и длин.
Диапазон диаметров 24-42 мм.
ОБРАЗЕЦ: D4Y24-44
Типичное слово: D-
Стандартные многокамерные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 19,8-52,27 мм.
ОБРАЗЕЦ: D4K8-20
Типичное слово : MD
Стандартные многокамерные оправки для глухих отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 20,6-35,4 мм.
ОБРАЗЕЦ: MD4-2K8-20.65
Mitsubishi Pajero Sport: удар по Prado? В редеющем, но популярном у нас сегменте рамных вседорожников появился сильный игрок – легендарный Mitsubishi Pajero Sport третьего поколения, который полностью затмил предшественника. Но хватит ли пр...
Toyota Corolla: юбилею посвящается В честь 50-летнего юбилея своей популярной модели компания Toyota обновила мировой хит под названием Corolla. По традиции рестайлинг подчеркнул преимущества бестселлера. Внешний вид стал более выразит...
 Добавить сайт в избранное
Добавить сайт в избранное








































.jpg)





