Хромирование любых поверхносте своими руками в домашних условиях
Полезные свойства металлов здорово влияют на их стоимость. Все хотят получить красивые блестящие элементы. Но изделия, целиком выполненные из хрома или никеля, мало того, что дорого стоят, технология изготовления и свойства не позволяют выполнить деталь требуемой формы и прочности.
К счастью, отливать изделия из цельного хрома не требуется, достаточно покрыть металл или даже пластик тонким слоем. В полезности технологии никто не сомневается:
- Хромирование деталей автомобиля придает им эстетичный вид.
- Металлические изделия, покрытые слоем хрома, получают идеальную защиту от коррозии и воздействия реагентов.
- Даже небольшая толщина защитного слоя добавляет прочности металлу, и особенно пластику.
Оборудование для хромирования деталей есть в гальваническом цеху любого предприятия по обработке металлов, или тюнинговой мастерской.
Важно знать: Хромированное покрытие можно нанести не на любой материал. Непосредственно, хром держится только на никеле, меди или латуни. Соответственно, перед нанесением финишного слоя, следует организовать подложку.
Химическое хромирование в домашних условиях
Прежде всего, процесс связан с большим количеством вредных выделений в атмосферу.
Важно! Испарения содержат кислотные пары.
- Если выполнять подобные работы в замкнутом и плохо вентилируемом помещении – можно получить серьезные повреждения дыхательных путей.
- Вещества, попадающие в воздух, оседают на предметах интерьера, что приводит к их разрушению.
- Проведение химических процедур в жилых помещениях запрещено законодательством – за нарушение предусмотрено административное наказание.


Поэтому идеальное место для хромирования деталей в домашних условиях – это подсобные помещения: гараж, сарай, мастерская (при условии интенсивной вентиляции). В теплое время года, эту процедуру надо выполнять на улице.
Кроме того, следует позаботиться об утилизации отработанного электролита. Он содержит кислоты и вредные химические соединения. Просто вылить его в канализацию или водосток нельзя.
Из чего состоит установка для гальванической обработки?
Готовые комплекты оборудования вряд ли можно купить в магазине сантехники, тем более что компоненты подбираются индивидуально. А промышленные установки стоят баснословных денег, и работают лишь с фирменной химией.
Итак, нам понадобится:
- Кислотоустойчивая емкость: стекло, пластик, пропилен, полиэтилен. Размер не может быть универсальным, иначе придется готовить много лишнего раствора. Если ванночка не оборудована сливом – следует позаботиться о плотной крышке, раствор будет испаряться в промежутках между использованием.
- Источник питания. Общая мощность не превышает 1 кВт. Для нормальной работы подойдет стабилизатор постоянного тока (вроде зарядного устройства для аккумуляторных батарей). Оптимальное напряжение 12 вольт, сила тока порядка 50 ампер.
- Устройство подогрева электролита. Это может быть ТЭН с кислотной защитой (керамика), или внешний подогреватель для стеклянной ванночки.
- Кислотоустойчивая емкость: стекло, пластик, пропилен, полиэтилен. Размер не может быть универсальным, иначе придется готовить много лишнего раствора. Если ванночка не оборудована сливом – следует позаботиться о плотной крышке, раствор будет испаряться в промежутках между использованием.

Важно: Можно обойтись и без подогрева, просто тогда процесс будет происходить медленно.
- Стандартный термометр для жидкости, диапазон измерений – до 100°С.
Хромирование металла в домашних условиях требует приготовления специального химического раствора (электролита). Его компоненты придется где-то добывать, поскольку в аптеке такие реактивы не продаются (за исключением дистиллированной воды, вместо которой можно использовать и обычную, только с малым содержанием солей).
- Для получения устойчивого концентрата требуется ангидрид хрома (CrO3). Собственно из него осаждаются частички хрома при образовании декоративного слоя. Количество порошка 200-250 г/л раствора.
- Концентрированная серная кислота добавляется в готовый раствор в количестве 2-2,5 г/л. Ее как раз приобрести нетрудно, на автомобильном рынке.
- Для получения устойчивого концентрата требуется ангидрид хрома (CrO3).
 Собственно из него осаждаются частички хрома при образовании декоративного слоя. Количество порошка 200-250 г/л раствора.
Собственно из него осаждаются частички хрома при образовании декоративного слоя. Количество порошка 200-250 г/л раствора.Потребуются еще вспомогательные материалы:
- соляная кислота
- ацетон
- листовой свинец
Приготовление электролита
Раствор можно готовить в бытовой стеклянной банке (7). Подогревается электролит на обычной водяной бане, тогда не потребуется защищенный ТЭН. В кастрюлю (1) наливается вода, и погружается кипятильник (5). Для сохранения тепла, кастрюлю можно утеплить.
В коробку (2) закладывается утеплитель (пенопласт или 
Поскольку процесс «созревания» составляет несколько часов, можно оснастить термометр датчиком и реле отключения кипятильника. Тогда не придется следить за температурой.
Компоненты смешиваются, и производится нагрев до 60°С. Когда раствор приобретет устойчивый коричневый окрас, он готов. Через него для закрепления свойств надо пропустить электрический ток 5-6,5 А в течение 3 часов. Раствор сохраняет свойства несколько месяцев, при условии герметичного хранения.
Затем электролит заливается в емкость, соответствующую размеру деталей. Хромирование отражателей фар или дверных ручек требует небольшой ванночки.
А вот для колесных дисков потребуется тазик для белья, объемом не меньше 40 л.
Важно! Перед хромированием не забудьте провести химическое или гальваническое омеднение поверхности.
Деталь очищается с помощью натриевых растворов или соды. Затем поверхность активируется – необходимо погрузить изделие в горячий раствор соляной кислоты (на 30 минут).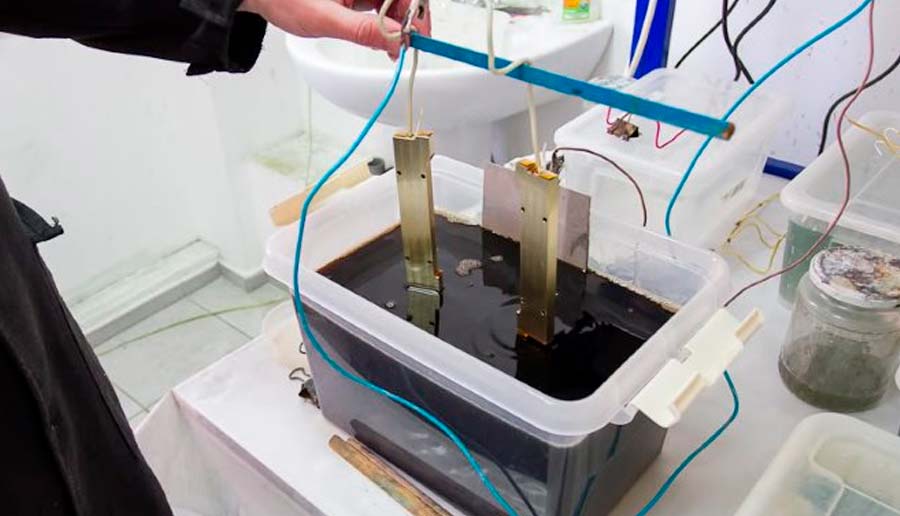
Подготовленная деталь опускается в емкость, после чего надо дождаться «выравнивания» температур. Изделие и электролит должны быть разогреты до 55°С. К детали подключается минусовой провод блока питания. Для начала гальванического процесса надо подать «+» в электролит.
Для этого используется чистая свинцовая пластина. Процесс занимает порядка 30 минут, после чего детали извлекаются и промываются чистой теплой водой.
Хромирование в домашних условиях пластика возможно, если вы найдете способ покрыть его тонким слоем меди. Тогда процесс выполняется так же, как и в случае с металлическими заготовками. В принципе, покрыть хромом можно все что угодно.
Вопрос в предварительной подготовке.
Смотрите видео — хромирование в домашних условиях. Как без дорогостоящего оборудования сделать поверхность зеркальной?
Гальваника — хромирование в домашних условиях видео.
About sposport
View all posts by sposport
Хромирование в домашних условиях — технология металлизации
Хромированное покрытие способно изменить качественный и декоративный состав любого предмета. Многие фирмы предлагают услуги по металлизации элементов, но существует альтернатива дорогостоящей процедуре. Вполне реально провести хромирование в домашних условиях, если знать некоторые тонкости и правила производственной технологии.
Процедура хромирования
Хромированием называют сложный физико-химический процесс, представляющий собой зеркальное серебрение отдельных элементов с помощью распыления. Покрытие из хрома не поддаётся окислению и агрессивному напору внешней среды, а также надолго сохраняет насыщенность оттенка. Металлизация хромом применяется не только для обновления автомобильных запчастей, но и для создания интерьерного декора.
Условия для проведения процедуры
Процесс преображения невзрачных деталей в зеркальные предметы сопряжён с использованием химических реагентов. Жилая комната или кухня не подойдут для хромирования в домашних условиях. Для такого опыта стоит создать импровизированную лабораторию в гараже или другом изолированном помещении. Опасные испарения реагентов могут повысить риск возникновения онкологических заболеваний, поэтому выбранная комната должна быть оборудована вентиляцией, а мастер снаряжен защитной одеждой, очками и маской.
Подготовка рабочего места – очень ответственная часть работы, при проведении которой нужно учесть некоторые особенности технологии.
В каких условия безопасно проводить хромирование
Базовое оборудование
К основным инструментам, используемым при обработке металла, относят следующие компоненты:
- электрохимическая ванна или стеклянная ёмкость;
- выпрямитель тока;
- нагревательный элемент;
- термометр.

Схема электрохимической ванны для хромирования
Для химической обработки разных металлов предназначена гальваническая ванна. Объёма изолированной ванны хватит для того, чтобы подвергнуть серебрению крупногабаритный металл. Хромирование своими руками мелких деталей можно провести в небольших ёмкостях из стекла.
С помощью обычного термометра можно выдержать нужную для процедуры температуру. Химические реагенты являются основными участниками процесса серебрения металла. Основной компонент – оксид хрома, который в определённой дозировке считается смертельным ядом. К использованию этого вещества стоит отнестись предельно внимательно.
Применение оксида хрома
Химические реагенты
Самостоятельное хромирование также подразумевает поиск надёжных поставщиков, торгующих нужными веществами. Большинство химических компонентов можно приобрести на складах медицинского оборудования, а остальные – купить в аптеке. В стартовый набор включены следующие вещества:
- AgNO3 – азотнокислое серебро – 2 г;
- SnCl2 – двухлористое олово – 2,5 г;
- Глюкоза – 2,5 г;
- NaOH – гидроксид натрия – 22 г;
- NH4OH (аммиак) – 5 мл;
- HCl – соляная кислота – 20 мл;
- Формалин 37% – 0,45 л;
- Дистиллированная вода –2 л.

С помощью кухонных весов или мерных стаканов можно выполнить дозировку каждого препарата. А для самого процесса хромирования своими руками понадобятся одноразовые шприцы и бытовые распылители.
Технология изготовления покрытия
Технология опыления металла хромом включает 4 этапа.
Процесс хромирования
Приготовление растворов
Эта стадия работы начинается с изготовления из химических компонентов специального состава. Раствор двухлористого олова понадобится для активации поверхности металла. Его можно приготовить, использовав следующие компоненты:
- дистиллированная вода – 0,5 л;
- двухлористое олово – 2,5 г;
- соляная кислота – 20 мл.
Приготовление растворов для хромирования
Рецепт восстановителя предполагает следующий набор составляющих:
- дистиллированная вода – 0,5 л;
- формалин – 5 мл;
- глюкоза – 2,5 г.

Рецепт серебрильного раствора:
- дистиллированная вода – 0,5 л;
- азотнокислое серебро – 2 г;
- гидроксид натрия – 2 г;
- аммиак – 5 мл.
Струйное хромирование
Подготовка поверхности
Подготовка изделия для хромирования своими руками требует обезжиривания поверхности металлической детали. Рецепт обезжиривающего состава: дистиллированная вода – 0,5 л (to – 50-60o) и гидроксид натрия — 20 г.
Покрытие стоит протереть обезжиривающей жидкостью, далее нужно тщательно смыть раствор. Необработанные фрагменты детали не будут поддаваться диффузионной металлизации.
Обезжиривание поверхности
Активация покрытия
Реакцию опыления металла необходимо активировать. Выполнение этого приёма требуется для того, чтобы серебро надёжным слоем покрыло желаемый предмет. Активация покрытия производится с помощью раствора двухлористого олова в течение ровно 1 минуты. Дальше следует охлаждать поверхность металла, путем помещения его в холодную воду на 3 минуты. Несоблюдение временных промежутков опыления ведёт к браку детали.
Дальше следует охлаждать поверхность металла, путем помещения его в холодную воду на 3 минуты. Несоблюдение временных промежутков опыления ведёт к браку детали.
Помещение металла в раствор
Металлизация
Получение желаемой плёнки серебра на поверхности предмета – самый интересный этап хромирования в домашних условиях. Серебрильный раствор и восстановитель следует распылять по объекту таким образом, чтобы два состава равномерно ложились на поверхности металла.
Металлизация распылителем
Методы проведения
Знание взаимодействия химических элементов и наличие базового оборудования поможет беспроблемно провести хромирование своими руками. Существует 3 способа проведения данной процедуры.
Гальванический
Электрохимический метод серебрения металла подразумевает наличие прокаливающего элемента – катода, среды химической реакции – электролита, обрабатываемой детали – анода. Электролит представляет собой смесь очищенной воды, серной кислоты и хромового ангидрида (CrO3). Погружение объекта металлизации в электролит производится при температуре воды 60-80оС. В результате реакции, на стенках предмета оседают катионы хрома, и деталь покрывается зеркальной плёнкой.
Электролит представляет собой смесь очищенной воды, серной кислоты и хромового ангидрида (CrO3). Погружение объекта металлизации в электролит производится при температуре воды 60-80оС. В результате реакции, на стенках предмета оседают катионы хрома, и деталь покрывается зеркальной плёнкой.
Схема электрохимического устройства
Каталитический
Химический способ обработки металла основывается на взаимодействии реагентов с поверхностью изделия. Атомы с высоким потенциалом поднимаются на верхний слой покрытия в результате реакции с реагентами. Полученное покрытие полируют и доводят до зеркального оттенка.
Диффузионный
Такой метод хромирования сохраняет базовые принципы напыления хрома, но сама процедура проводится с помощью гальванической установки. Этот тип хромирования своими руками избавляет от необходимости сооружать громоздкую электролитическую ванну. Гальваническая установка представляет собой специальную кисть, в которую заливается электролит, трансформатор и шнур, соединяющий катод и анод. Вместо привычной ворсистой кисти можно использовать пористую губку.
Вместо привычной ворсистой кисти можно использовать пористую губку.
Причины появления изъянов на поверхности деталей
Опытные мастера выделяют несколько основных причин, влияющих на качество хромирования в домашних условиях.
Способы устранения изъянов на поверхности деталей
Превышение силы тока. Избыточный ток, пропущенный через объект, может привести к неравномерному окрашиванию предмета.
Несоблюдение технологии. При нарушении оптимальных температурных показателей и дозировки реактивов металл не обретёт желаемый зеркальный блеск.
Некачественная подготовка изделия-основы. Плохое обезжиривание не позволит катионам хрома равномерно осесть на поверхности предмета, а также уменьшит срок его эксплуатации.
Видео по теме: Химическая металлизация (хромирование)
Хромирование деталей своими руками в домашних условиях
Эффектный экстерьер автомобиля волнует практически каждого автолюбителя. Поэтому многие владельцы авто выполняют разнообразные виды тюнинга для того, чтобы сделать свою машину особенной, выделить из массы других, придать ей индивидуальности. Один из распространённых видов тюнинга — это блестящая плёнка, хром или никель, которой покрыты различные детали в конструкции автомобиля. На многих автомобилях мы можем увидеть дефлекторы с хромированным молдингом, хром в салоне и снаружи, блестящую радиаторную решётку и т. п. Поэтому хромирование в домашних условиях и заводским методом пользуется широким спросом в среде автолюбителей.
Поэтому многие владельцы авто выполняют разнообразные виды тюнинга для того, чтобы сделать свою машину особенной, выделить из массы других, придать ей индивидуальности. Один из распространённых видов тюнинга — это блестящая плёнка, хром или никель, которой покрыты различные детали в конструкции автомобиля. На многих автомобилях мы можем увидеть дефлекторы с хромированным молдингом, хром в салоне и снаружи, блестящую радиаторную решётку и т. п. Поэтому хромирование в домашних условиях и заводским методом пользуется широким спросом в среде автолюбителей.
В связи с широкой популярностью такого тюнинга у автолюбителей часто возникают вопросы о том, как восстановить хромированную поверхность, и где можно хромировать детали. Сделать хромирование можно, обратившись к специалистам в этой сфере — об этом известно каждому, кто сталкивался с подобной проблемой. Однако не каждый хочет отдавать такую работу в чужие руки. Причинами могут быть финансовые соображения или желание выполнить тюнинг своего авто самостоятельно. Поэтому есть категория водителей, которых интересует хромирование своими руками в домашних условиях.
Поэтому есть категория водителей, которых интересует хромирование своими руками в домашних условиях.
Немного общей информации
Хромирование — это насыщение хромом методом диффузии либо его осаждение на детали в электролите под воздействием электрического тока.
Это делается в декоративных целях или для того, чтобы уменьшить вероятность возникновения коррозии, увеличить твёрдость. Хромируют, как правило, металл и пластиковую поверхность — технология это позволяет.
Электролитическая ваннаяХромирование своими руками в домашних условиях — процедура сложная, трудоёмкая, но вполне выполнимая. Множество умельцев освоило хромирование дома. Они с успехом применяют его, тюнингуя детали в конструкции своего авто. Давайте разберём подробнее, как можно выполнить такую работу дома.
Готовим рабочее место и оборудование
Покрытие хромом в домашних условиях предполагает наличие специально оборудованного рабочего места. Перед тем как сделать первую попытку, вы должны полностью оборудовать место и убедиться, что оно соответствует всем требованиям безопасности.
Побочным результатом хромирования в домашних условиях являются испарения, вредные для человеческого организма. Поэтому очень важно позаботиться о наличии качественной вентиляции — она обязательно должна быть.
Хромирование в домашних условиях требует наличия следующих вещей:
- стеклянной банки на 3 литра;
- ведра или таза из пластмассы, куда вы сможете поместить банку;
- утеплённого ящика из дерева с термоизоляцией из минеральной ваты или стеклоткани;
- теплоэлектронагревателя;
- термометра, рассчитанного на температуру от 10С до 1000С;
- листа дерева или фанеры;
- катода в форме зажима и анода в виде стержня или пластины;
- фиксатора, который поможет обеспечить «подвешенное» состояние детали в банке. Это необходимо для того, чтобы захромировать её равномерно на всех участках.

Перед тем как сделать первые шаги к приготовлению электролита, необходимо надеть спецодежду:
- плотный фартук;
- резиновые перчатки;
- защитные очки;
- респиратор.
Приготовление электролита
Поговорим о том, как сделать электролит. Для этого будет нужно следовать нижеприведённому алгоритму:
- наполнить банку водой, нагретой до 600С;
- засыпать и тщательно размешивать хромовый ангидрид из расчёта 250 г на 1 л воды;
- налить и размешать серную кислоту из расчёта 2,5 г на 1 л воды;
- прогнать раствор через электрическое поле на протяжении 3 ч. Сила тока должна составлять 6,5 А на 1 л. О готовности раствора скажет его бордовый цвет;
- отстаивать электролит на протяжении 24 часов.
Готовим поверхность
Перед тем как хромировать детали, их следует должным образом подготовить. Для этого каждую деталь подвергнуть следующим операциям:
- счистить пыль, грязь и ржавчину;
- тщательно вымыть и высушить;
- выполнить полное обезжиривание, протирая поверхность бензином.

Процесс хромирования
Хромирование пластика в домашних условиях ничем не отличается от работы с металлическими поверхностями.
Хромирование деталей своими руками происходит по следующему алгоритму:
- нагреть электролит до 50—600С;
- поместить в него детали так, чтобы они были «подвешены» и нигде не касались краёв ёмкости;
- подать напряжение;
- после того как процесс завершён, готовые изделия вымыть и тщательно высушить.
Заключение
Покрывать изделия хромом можно не только на заводе, но и дома. Технология непроста, процесс очень трудоёмкий, однако это возможно. Хромировать пластик в домашних условиях не сложнее, чем металл — об этом знает каждый, кто самостоятельно занимался тюнингом своего автомобиля.
Чтобы работа увенчалась успехом, нужно до мелочей соблюдать технологический процесс и требования безопасности. Если вы допустили ошибку, это скажется на качестве покрытия. Но вы сможете это исправить, проведя работу повторно.
Если вы допустили ошибку, это скажется на качестве покрытия. Но вы сможете это исправить, проведя работу повторно.
[democracy]
[democracy]
Если хотите больше интересных статей по тематике авто, подпишитесь на наш канал в ЯндексДзен.
Хромирование дисков: гальваническое, вакуумное своими руками
Хромирование – это отличный способ защищать металл от внешних воздействий, коррозийного разрушения, царапин и повреждений, а также придать ему блеск и красивую зеркальную поверхность.
Хромирование дисков можно заказать в салоне, но доступна эта технология и в домашних условиях.
Добавив в покрытие краситель, можно получить любой желаемый цвет. Хромировать диски своими руками может любой автолюбитель, обладающим достаточным опытом или некоторыми познаниями в химии.
При желании покрыть хромом можно не только колесные диски, но и салонный пластик или любые другие элементы машины.
Рентабельно ли осуществлять хромирование самостоятельно?
Хромирование также носит название химической металлизации. Чтобы все получилось как задумано, а результат, сделанный своими руками, не уступал профессиональному, важно точно соблюдать все правила, технологические особенности, консистенцию состава и время обработки.
Если вас интересует только улучшение внешнего вида, существуют способы гораздо более простые, чем хромирование своими руками. Их проще осуществить в домашних условиях, к примеру, можно наклеить на детали автомобиля виниловую пленку, по внешнему виду неотличимую от хромирования. Пленку можно просто удалить, если вы вдруг решите изменить тюнинг автомобиля или он вам надоест.
Для производства в домашних условиях можно использовать один из двух способов: напыление или гальваническое хромирование
Если же вы заинтересованы в защите дисков или других деталей автомобиля от разрушения, тогда хромирование может стать лучшим выходом. Конечно, вы можете заказать обработку у профессионалов, но если по каким-то причинам не можете или не хотите к ним обратиться, то сделать это можно и в домашних условиях – нужно только закупить некоторые необходимые материалы и оборудование.
Подготовительный этап
Чтобы гальваническое хромирование можно было сделать в домашних условиях нужно приготовить некоторые материалы:
- Объемную емкость из стекла.
- Трубчатый электронагреватель.
- Минеральную вату.
- Неметаллический тазик.
- Короб из дерева.
- Зажимы для проводов.
- Анод стержневого или пластинчатого типа.
- Стеклоткань.

Деревянный короб необходим, чтобы сделать устройство, аналогичное большому термосу. Для этого ее оббивают стеклотканью, а при помощи минеральной ваты и песка создают слой теплоизоляции. Емкость из стекла поставьте в таз. Зажимы для проводов будут выполнять роль катода, их нужно подключить к минусу. Затем – закрепить анод.
Предусмотрите способ закрепления деталей в гальванической ванне, чтобы покрытия получилось равномерным.
Затем можно приступить к приготовлению электролита. Для этого понадобится на каждый грамм серной кислоты – 100 граммов хромового ангидрида. Обычно используют 2,5 грамма H2SO4 и 250 граммов ангидрида хрома.
Для этого понадобится на каждый грамм серной кислоты – 100 граммов хромового ангидрида. Обычно используют 2,5 грамма H2SO4 и 250 граммов ангидрида хрома.
При этом литр дистиллированной воды нагревают до 60 градусов и заливают в емкость, добавив сначала ангидрид, а затем, помешивая – кислоту. Через полученную смесь необходимо пропускать ток, пока она не станет красно-бордового цвета. На литр смеси необходимо подавать ток в 6,5 ампер.
Подготовка дисков
Пока готовится электролит, стоит обратить внимание на детали, которые вы собрались хромировать. Чтобы гальваника, сделанная своими руками, была ровной и качественной, а покрытие легко тонким и ровным слоем, диски нужно тщательно отчистить от любых загрязнений. Можно использовать ошкуривание, но если на дисках уже появилась ржавчина, нужно позаботиться о том, чтобы она была удалено полностью. После этого диски следует обезжирить. Это сделать несложно – можно взять бензин, растворитель или другой аналогичный материал.
Технология хромирования
Точное соблюдение технологии – залог качественного хромирования.
Порядок действий при этом должен быть таким:
- Погружая образец в электролит, ток следует подавать нес разу, а после небольшой паузы, чтобы температура детали и состава была приблизительно одинаковой.
- Если деталь нагреть перед погружением в электролит до 50 градусов, металлизацию можно начинать практически сразу.
- Равномерность хромирования определяется визуально, поэтому за хромируемой деталью следует внимательно наблюдать.
- После этого необходимо просушить диски. В промышленных условиях для этого используется электрический шкаф, но можно использовать построенный на предыдущей стадии «термос» и помещенный в него ТЭН.

Технология напыления
Хромирование напылением – наиболее рациональная альтернатива, если гальваническое хромирование не подходит. В промышленных условиях обычно используется вакуумное напыление, но в бытовых условиях оно невозможно. Даже для обычного напыления вам понадобится приобрести специальное оборудование, а это рентабельно только в том случае, если вы планируете заниматься хромированием в домашних условиях постоянно.
Если вы все-таки решитесь на напыление в качестве способа хромирования, следует знать, что металлические детали перед обработкой необходимо подготовить и обработать высокой температурой. После этого, так же, как и в предыдущем варианте, диски нужно обезжирить. Только после этого можно нанести хромированное покрытие на диски в один или несколько слоев.
Когда деталь достаточно обработана, реакцию нужно остановить путем обработки ее мыльным раствором. Такое покрытие не настолько крепко, как вакуумное, но выглядит не менее презентабельно.
Хромирование деталей авто. Технологический процесс работ + видео инструкция.
Вы наверняка замечали блестящие серебристые детали на многих тюнингованных да и не только автомобилях. За счет таких акцентов автолюбители хотят выделить свое авто среди остальных и обеспечить хорошее защитное покрытие как для металлических так и для пластиковых деталей. Достигают такого эффекта с помощью хромирования деталей автомобиля. Очень часто хромом обрабатывают дефлекторы, боковые зеркала, молдинги, радиаторную решетку и прочие элементы кузовной конструкции машины.
При длительной эксплуатации такие покрытия теряют былой вид, и приходит необходимость их реставрации. У владельца авто в таком случае есть два выхода. Первый — это обратится в автомастерскую, и заказать услугу у специалистов, как впрочем, многие и делают. Второе – это самостоятельный ремонт покрытия, который выбирают автолюбители толи с экономических причин, толи у них есть желание, самостоятельно выполнят хромирование деталей авто своими руками в домашних условиях. Чтобы в будущем можно было за минимальные средства выполнять тюнинг своих автомобилей.
У владельца авто в таком случае есть два выхода. Первый — это обратится в автомастерскую, и заказать услугу у специалистов, как впрочем, многие и делают. Второе – это самостоятельный ремонт покрытия, который выбирают автолюбители толи с экономических причин, толи у них есть желание, самостоятельно выполнят хромирование деталей авто своими руками в домашних условиях. Чтобы в будущем можно было за минимальные средства выполнять тюнинг своих автомобилей.
По своей сути хромирование – это процесс насыщения хромом методом диффузии или же его осаждение на детали в электролите под действием электрического тока.
Такое покрытие позволяет защитить металлические поверхности от коррозии и придает им после полировки красивый блестящий вид.
Чтобы выполнить всю технологию на дому, вам нужно понимать, что это сложный и скрупулезный процесс, который требует хорошей подготовки поверхности детали и четкого соблюдения всей инструкции.
Что нужно из оборудования и расходных материалов?
Содержание статьи
Для нанесения хрома на металлические поверхности деталей автомобиля вам потребуется определенный список оборудования и материалов для проведения работ.
Чтобы собрать аппарат для нанесения хрома, вам потребуются:
- пластмассовая или пропиленовая ванна. Можно использовать пластиковые ведра или же стеклянные емкости (например, банки).
- кислостойкий калорифер, для нагревания электролита до нужных температур.
- термометр, со шкалой измерения от 1 до 100 градусов Цельсия.
- выпрямитель, который может выдавать напряжение 12V и силу тока до 50 ампер. В этих целях можно использовать устройство для зарядки автомобильного аккумулятора, оно вполне подойдет для обработки небольших деталей.
- фиксатор, для того, чтобы подвесить деталь. Это обеспечит равномерную обработку всех поверхностей, поскольку она не будет торкаться к стенкам емкости, в которую погружается.
- катода в виде зажима и анода в форме стержня или пластины.
Это основной комплект для сборки установки под эту работу. Следует помнить, что процесс хромирование деталей машин является вредным, поэтому рабочая зона должна хорошо проветриваться. Также если вы решили работать в гараже, обязательно позаботьтесь о средствах личной защиты: респиратор, перчатки, защитные очки и одежда.
Также если вы решили работать в гараже, обязательно позаботьтесь о средствах личной защиты: респиратор, перчатки, защитные очки и одежда.
Размеры емкостей для электролита будут зависеть от объема деталей, которые вы собираетесь обрабатывать. По возможности, в целях экономии, старайтесь выбирать наиболее оптимальный размер, чтобы не расходовать лишний материал.
Также, для хранения раствора, и избегания его испарения, желательно придумать плотно закрывающуюся крышку, или же отдельную герметичную емкость для хранения материала.
Из чего состоит электролит?
Электролит готовят из следующих компонентов:
- дистиллированная вода (с небольшим содержанием соли).
- хромового ангидрида концентрацией 220-250 г/л.
- серной кислоты концентрацией 2,2-2,5 г/л.
Дополнительно вам будут нужны: соляная кислота, растворитель по типу 646, чистый листовой свинец.
Процесс приготовления электролита следующий:
- Наполняем емкость нагретой водой до 45 — 60 градусов Цельсия, или же нагреваем ее в емкости.
- Засыпаем и постепенно размешиваем хромовый ангидрид из расчёта 250 г на 1 л воды.
- Наливаем и размешиваем серную кислоту из расчёта 2,5 г на 1 л воды.
- Прогоняем полученный раствор через электролитическое поле на интервале времени около 3-х часов. Силу тока при этом выставляют на значение около 6,5 ампер на 1 литр раствора. Когда раствор будет готовый он сменит цвет на бордовый.
- Дать электролиту постоять около суток.

Технологический процесс гальванического хромирования деталей
Нужно понимать, что нанести хром на металлическую деталь можно, только если она состоит из меди, латуни или никеля. Чтобы обработать стальную поверхность, нужно предварительно нанести на нее подложку из меди латуни или никеля.
Технология хромирования деталей следующая:
- Сначала нужно подготовить деталь. Для этого она зачищается и обезжиривается с помощью растворителя, например 646.
- Нагреть электролит до температуры 45 – 60 градусов Цельсия.
- Далее деталь для активации поверхности помещают в раствор соляной кислоты на период 15 – 20 минут в зависимости от состояния поверхности. Соляную кислоту разбавляют с водой в пропорции 100 грамм/литр.
- После этого промываем детали в воде и погружаются с помощью фиксатора в ванну с электролитом. Обычно подвес выполняют из медной проволоки, на которую и вешают деталь. К этой проволоке присоединяется зажим минус от выпрямителя. Рядом на емкости с помощью медной проволоки крепим свинцовый анод, к которому подают плюс от питания.
- По истечению периода в 20 – 40 минут детали извлекают из емкости и промывают в воде. После полного высыхания можно провести полировку поверхности.

Какие дефекты встречаются при хромировании?
Если покрытие получилось с дефектами, не нужно расстраиваться, нанесенный слой можно снять в растворе соляной кислоты разбавив ее с водой в пропорции 100 – 200 грамм/литр. После чего процедуру можно повторить, учтя ошибки.
Из основных дефектов можно выделить:
- сколы хромовой пленки. Обычно это следствие плохой подготовки поверхности, в частности обезжиривания, что приводит к плохой адгезии материала и поверхности.
- наплывы хрома на краях. Это показатель высокой плотности тока в этих местах. В проблемных зонах можно попробовать установить экраны.
- матовость покрытия. Тут есть три метода решения проблемы: повысить температуру электролита, немного снизить силу тока или добавить больше хромового ангидрида.
 Обычно это следствие плохой подготовки поверхности, в частности обезжиривания, что приводит к плохой адгезии материала и поверхности.
Обычно это следствие плохой подготовки поверхности, в частности обезжиривания, что приводит к плохой адгезии материала и поверхности.Видео пример, хромирования деталей.
Как можно восстановить хром на пластике?
Для того чтобы осуществить хромирование пластиковых деталей автомобиля, можно использовать немного другой способ нанесения металлизированного покрытия.
Технология работ в таком случае будет следующей.
- Ставим деталь на подставку для более удобно работы, можно металлическую.
- Если пластиковая деталь полностью зачищена от ЛКП, нужно предварительно нанести на нее связующую грунтовку. Перед нанесением грунта нужно матировать поверхность абразивом P800 – 1000 и обезжирить. Наносят обычно 2 – 3 слоя грунта. При комнатной температуре покрашенная деталь сушиться 6 – 7 часов.
- Проводим огневую обработку загрунтованной поверхности.
- Подготавливаем распылители с ручным накачиванием воздуха, в которые будут залиты необходимые для работы материалы. И прокачиваем воздух.
- Промываем поверхность детали дистиллированной водой.
- Распыляем на поверхность активатор, по типу хим. реактив Активатор СТ.2516.
- Опять промываем поверхность дистиллированной водой.
- Одновременно распыляем химические реактивы по типу МЕТА-ХРОМ из одной емкости и восстановители АВ.101 и АВ.202 и проводим процесс металлизации.
- Промываем поверхность дистиллированной водой.
- С помощью фена убираем капли и подсушиваем поверхность пластиковой детали. Далее оставляем деталь сохнуть на 1,5 – 2 часа при комнатной температуре.
 Перед нанесением грунта нужно матировать поверхность абразивом P800 – 1000 и обезжирить. Наносят обычно 2 – 3 слоя грунта. При комнатной температуре покрашенная деталь сушиться 6 – 7 часов.
Перед нанесением грунта нужно матировать поверхность абразивом P800 – 1000 и обезжирить. Наносят обычно 2 – 3 слоя грунта. При комнатной температуре покрашенная деталь сушиться 6 – 7 часов.На этом все, дополнительно можно провести лакирование поверхности.
Вот видео пример работ.
Стоимость работ в автомастерских
Если вы решили не выполнять работы своими руками, а обратится в мастерскую, то в таком случае нужно знать, сколько стоит хромирование деталей у специалистов. Для примера, чтобы покрыть 4 диска размером в 20 дюймов хромом, вам обойдется минимум в $500. Тут работает формула, чем больше заказ, тем дешевле работа. В некоторых компаниях работает даже правило минимального чека, который составляет от $200.
Хромирование деталей своими руками: советы и рекомендации
В современном мире практически всё можно изготовить своими руками. В магазинах продаются специальные материалы, оборудование, а главное, легко можно найти информацию, помогающую освоить новые навыки. Ежегодно автолюбители тратят огромные денежные средства на обслуживание своей машины и уход за ней. Чтобы исключить некоторые финансовые затраты, водитель может самостоятельно осуществить хромирование в домашних условиях. Это позволит минимизировать посещение автосервиса, да и сама процедура довольно интересная. Хромированию подлежат металлические и пластиковые материалы и детали. Благодаря этой процедуре, авто будет выглядеть привлекательнее.
Чтобы исключить некоторые финансовые затраты, водитель может самостоятельно осуществить хромирование в домашних условиях. Это позволит минимизировать посещение автосервиса, да и сама процедура довольно интересная. Хромированию подлежат металлические и пластиковые материалы и детали. Благодаря этой процедуре, авто будет выглядеть привлекательнее.
Хромирование в домашних условиях
Коротко о хромировании
Под хромированием понимают процесс нанесения на поверхности, сделанные из металла и пластика, хрома с целью декорирования или для предотвращения возникновения коррозии. Процедура позволяет также увеличить твердость поверхности. Нельзя не отметить, что реагенты, которые используются при хромировании, токсичны так же, как и отходы процесса, поэтому работать необходимо очень аккуратно и в специальной одежде, применяя средства защиты.
Методы хромирования деталей
В наше время существует много разновидностей хромирования. Выделяют три основных вида процесса:
- Гальванический.
- Химический.
- Хромирование золочением – суть метода заключается в нанесении на поверхность тончайшего слоя золотого металла, который предотвращает появление коррозии и придает великолепный вид деталям. После обработки материал становится плотным и износостойким.

Чтобы осуществить хромирование деталей в домашних условиях, как правило, используют химический метод. Очень важно помнить о необходимости соблюдения техники безопасности.
Гальванический метод хромирования
Гальванический способ
Суть этого метода заключается в необычном нанесении хрома – с помощью электрического тока. Вследствие такого воздействия, материал приобретает совершенно уникальные свойства: поверхность утолщается, повышается устойчивость к ржавчине, внешний вид становится более привлекательным. Во время работы металлическое вещество наносится в три слоя.
Химический способ
Метод заключается в химической реакции, происходящей между реагентами. Рекомендуется перед обработкой хромом нанести тончайший слой меди. Для покрытия поверхности хромом обязательно использование фтористого хрома, гипофосфата натрия, лимоннокислого натрия, охлажденной уксусной кислоты, раствора едкого натрия и дистиллированной воды.
Рекомендуется перед обработкой хромом нанести тончайший слой меди. Для покрытия поверхности хромом обязательно использование фтористого хрома, гипофосфата натрия, лимоннокислого натрия, охлажденной уксусной кислоты, раствора едкого натрия и дистиллированной воды.
Технологии хромирования
Для того чтобы изделие получилось износостойким, привлекательным и максимально устойчивым к внешним факторам, необходимо следовать технологии хромирования. Человек, ни разу в жизни не производивший такую процедуру, задается вопросом: «как хромировать детали?».
Химический способ хромирования
Начинается процесс с подготовки деревянного короба: его обивают стеклотканью и делают термос, утепляя минеральной ватой (можно песком). Ёмкость из стекла помещается в пластиковый таз. Далее, необходимо присоединить «крокодилы» к минусу (они выступают в качестве катода), а затем закрепить анод. Для равномерного нанесения покрытия устанавливается закрепитель детали.
Хромирование своими руками в домашних условиях осуществляется через сутки после приготовления смеси. Температура должна быть в пределах 50 градусов. После завершения работы детали необходимо очистить с помощью воды и просушить.
Температура должна быть в пределах 50 градусов. После завершения работы детали необходимо очистить с помощью воды и просушить.
Подготовка рабочего места
Хромирование своими руками в домашних условиях требует серьезной подготовки рабочего места. Как отмечалось выше, эта процедура токсична и наличие хорошей вентиляции обязательно. Кроме того, рабочее место должно обеспечивать безопасность человека.
Перед началом работы необходимо подготовить поверхность, все требуемые инструменты и материалы, а также надеть спецодежду. Наличие плотного фартука, резиновых перчаток, защитных очков и респиратора обязательно.
Хромирование своими руками в домашних условиях
Оборудование
Начиная работу, мастер должен иметь под рукой все необходимые материалы и оборудование. К ним относятся:
- стеклянные ёмкости;
- теплоизоляционные изделия;
- стеклоткань;
- пластиковое ведро или таз;
- деревянный короб;
- «крокодилы»;
- ТЭН;
- закрепитель для деталей;
- аноды: стержневой и пластинчатый.

Закончив с подготовительным этапом, мастер может начинать приготовление смеси – электролита.
Домашняя гальваническая установка
Источник питания
В качестве источника питания при хромировании деталей выступает реостат, который отлично регулирует выходное напряжение.
Состав и методика подготовки электролита
Для приготовления электролита понадобится хромовый ангидрид в количестве 250 г, серная кислота – 2,5 г. Очищенная вода, подогретая до 60 градусов, заливается в ёмкость (понадобится 1 литр) с добавлением химической смеси. Далее, необходимо хорошо перемешать средство до полного растворения, добавив в него кислоту. Полученный электролит должен стать бордового цвета. Для этого его «гоняют» в течение четырех часов током силой 6,5 А. Смесь настаивается в прохладном месте около 24 часов.
Подготовка поверхности
Перед началом обработки поверхность каждой детали необходимо подготовить. Для этого нужно выполнить следующие операции:
- с поверхности детали удаляются пыль, грязь и ржавчина;
- область воздействия тщательно вымывается и высушивается;
- поверхность обезжиривается с помощью бензина.

Проигнорировав одно из вышеперечисленных действий, мастер рискует получить плохой результат. Нанесение будет некачественным, а поверхность непривлекательной.
Подготовка поверхности элемента кузова к хромированию
Хромирование
С чего начать, и как хромировать детали в домашних условиях? После подготовки рабочего места и поверхности, а также смеси для процесса – электролита, можно приступать к операции. Этапы процесса хромирования приведены ниже:
- Электролит нагревается до температуры 50–60 градусов.
- Деталь размещается так, чтобы ни одна сторона не соприкасалась с краями ёмкости.
- Затем происходит подача напряжения.
- После окончания работы деталь вымывается и тщательно высушивается.
Все работы обязательно проводятся в спецодежде.
Способ хромирования пластика дома
Алгоритм хромирования довольно прост и идентичен как для металлической, так и для пластиковой поверхности. Деталь аккуратно помещается в электролит заданной температуры, а затем подается напряжение.
Способ хромирования пластика дома
Возможные дефекты и их причины
При неправильной подготовке изделия, а также несоблюдении технологии возможны дефекты поверхности хромированной детали. К причинам, влияющим на результат покрытия, следует отнести:
- Не соблюден температурный режим.
- Раствор подготовлен неверно, концентрация веществ не соответствует нормам.
- Подача тока осуществлена с нарушением параметров.
- Подготовка рабочей поверхности выполнена некачественно.
- В растворе выявлены примеси и другие частицы.
В результате влияния одной из причин, хромированная поверхность может иметь шероховатости, темные пятна, пузыри и трещины, отслаиваться, обладать слабым блеском, шелушиться и иметь совершенно нетоварный вид. Поэтому очень важно правильно подготовить поверхность и соблюдать технологию.
Нюансы технологии
Для качественного покрытия поверхности хромом лучше всего перед началом процесса обработать деталь кислотными средствами или другой грунтовкой. Такая операция обеспечит качественное нанесение и длительный срок эксплуатации.
Такая операция обеспечит качественное нанесение и длительный срок эксплуатации.
Очень важно обезжирить поверхность перед началом работы. Для этого можно воспользоваться растворителем и антисиликоном. С помощью наждачной бумаги рекомендуется удалить глянец. Следующим этапом должно быть нанесение грунта. После его высыхания поверхность готова к покрытию.
Заключение
Покрыть металлическую и пластиковую поверхность хромом с легкостью можно в домашних условиях. Алгоритм прост и доступен для каждого человека. Главное – соблюдать правила нанесения, пропорции элементов, из которых готовится электролит, не пренебрегать техникой безопасности и периодически ухаживать за хромированным изделием. В случае ошибки, качество покрытия может значительно снизиться, но не стоит расстраиваться – процедуру можно провести повторно.
Как можно самостоятельно хромировать детали в домашних условиях?
Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Все электролиты хромирования содержат свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуют осаждению хрома на катоде. Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома. Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др. ). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
Электролитическое хромирование, проводимое на основе шестивалентных солей хрома, является высокотоксичным процессом, а используемые для этого электролиты являются агрессивными жидкостями, даже в разбавленных растворах. К тому же, во время электроосаждения хрома происходит усиленное газообразование и в воздух вместе с газом, в виде аэрозоля, поступает большое количество агрессивных веществ. Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
В зависимости от условий проведения процесса электролиза различают три типа хромовых покрытий встречающихся на практике: это блестящие защитно-декоративные покрытия, отличающиеся небольшой толщиной покрытия и позволяющие получать блестящие осадки хрома, затем твердые износостойкие защитные покрытия, позволяющие получать хромовые покрытия большой толщины, с высокими значениями твердости и износостойкости, и молочные безпористые покрытия, использующиеся в основном как подслой, для улучшения коррозионной стойкости покрытий. По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
Блестящие защитно-декоративные хромовые покрытия имеют небольшую толщину, в пределах 0,2 — 0,7 мкм, наносятся обычно по подслою меди и никеля, и используются для повышения механической и коррозионной стойкости покрытия, для придания поверхности изделия улучшенных декоративных свойств. Молочные защитные хромовые покрытия осаждают на сталь, алюминий, титан и некоторые другие металлы и сплавы. Получаемые покрытия имеют большую толщину, порядка 10-100 мкм и используются для защиты рабочего инструмента, оптической аппаратуры, для покрытия валов полиграфических машин, турбинных лопаток и т.д.
Электролиты хромирования обладают самой низкой рассеивающей способностью из всех известных на сегодня электролитов. Осаждение хрома и нанесение хромового покрытия требует очень высокой токовой нагрузки в ванне, значительно более высокой, чем в других процессах гальваноосаждения. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.
Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Блестящие защитно-декоративные хромовые покрытия не рекомендуется осаждать непосредственно на медную, латунную или бронзовую основу, или подслой из этих металлов, или сплавов. Связано это с тем, что при эксплуатации в атмосферных условиях медь взаимодействует с атмосферными газами с образованием углекислой и других солей меди. Образующиеся соли, скапливаясь в порах, резко ухудшают внешний вид хромового покрытия. В случаях, когда хром необходимо осаждать непосредственно на детали из меди, латуни или бронзы, толщина хромового покрытия должна быть не менее 4-5 мкм. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Самыми распространенными электролитами хромирования являются электролиты, состоящие из окиси хрома и серной кислоты. Они бывают разбавленные, стандартные и концентрированные.
| Номер ванны | CrO3, г/л | Катализатор или добавка, г/л | Температура, °С | Плотность тока, А/дм2 | Выход по току, % |
|---|---|---|---|---|---|
| 1 | 130-175 | 1,3 — 1,75 H2SO4 | 40-70 | 15-105 | 16-18 |
| 2 | 220-250 | 2,2 — 2,5 H2SO4 | 40-70 | 15-105 | 12-14 |
| 3 | 275-300 | 2,75 — 3,0 H2SO4 | 40-70 | 15-105 | 8-10 |
У разбавленных электролитов наилучшая рассеивающая способность, но электролит не очень устойчив по составу, а хромированные осадки склонны к шероховатости. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
Во всех технических электролитах, содержащих хромовую кислоту, для обеспечения стабильности процесса хромирования, важно поддерживать правильное соотношение между концентрациями хромовой кислоты и каталитической добавкой. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50°С) и широком диапазоне плотностей тока. Осадки блестящего хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и имеют меньшую хрупкость.
Рис. 1. Зоны хромовых осадков.
Молочный хром получается при более высокой температуре электролита (выше 70°С) и более широком широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400.. 6000 Н/мм2), но обладают пластичностью и имеют повышенную коррозионную стойкость.
Сверхсульфатный электролит хромированияСверхсульфатный электролит хромирования рекомендуется для скоростного осаждения толстослойных, блестящих и износостойких хромовых покрытий (до 500 мкм).
Состав сверхсульфатного электролита хромирования, г/л:
Хромовый ангидрид (CrO3) 250-300 г/л
Серная кислота (H2SO4) 8-10 г/л
Хром трехвалентный (в пересчете на Сг203) 20-22.
Температура электролита должна быть не ниже 500С, а плотность тока во время процесса хромирования более 55 А/дм2. Из сверхсульфатного электролита в широком интервале температур и плотностей тока (до 300 А/дм2) осаждаются износостойкие, твердые хромовые покрытия.
Рекомендуемые режимы электролиза:
Сверхсульфатный электролит хромирования имеет крайне низкую рассеивающую способность. Поэтому он рекомендуется только для нанесения хромовых покрытий на цилиндрические детали: штоки, валы, цилиндры и т.д., при использовании специальной оснастки, обеспечивающей концентрическое (коаксиальное) расположение детали и анода. Рекомендуемый состав анодов: РЬ 7986%; Sb 4-6%; Sn 10-15%
Саморегулирующийся сульфатный электролит хромированияСаморегулирующийся сульфатный электролит подобен стандартному электролиту хромирования, т.к. в его состав входит только один анион катализатор — сульфат. Различие заключается лишь в том, что сульфаты вводятся в электролит не в виде серной кислоты, а в виде трудно растворимой соли — сульфата стронция. Содержание сульфатов в электролите регулируется благодаря ограниченной растворимости этой соли. Состав саморегулирующегося сульфатного электролита хромирования, г/л:
Хромовый ангидрид (Сг03) 250;
Сернокислый стронций (SrS04) 6-8;
Двуокись кремния (SiO;) 10-15.
Режим работы электролита:
Блестящие твердые покрытия: Плотность тока 60-95 А/дм2. Температура 60-650С.
Молочные толстослойные покрытия: Плотность тока 20-50 А/дм2.Температура 78-800С.
Саморегулирующийся сульфатно-кремнефторидный электролит хромированияВ саморегулирующемся сульфатно-кремнефторидномэлектролите анионами-катализаторами являются ионы S042— и SiF62—. Основные преимущества данного электролита по сравнению с сульфатным электролитом, заключается в большей стабильности состава, несколько более высокой рассеивающей способности, более высоком выходе по току и более широкому интервалу допустимых температур, и плотностей тока, обеспечивающих получение блестящих осадков хрома. При использовании данного электролита легче решается проблема получения прочного сцепления хрома с блестящим никелевым покрытием, нержавеющей сталью. Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Главным недостатком саморегулирующихся кремнефторидных электролитов хромирования является их повышенная агрессивность по сравнению со стандартными электролитами, особенно по отношению к медным сплавам, стали и к свинцовым анодам. Скорость растворения металлов в саморегулирующемся электролите хромирования, а следовательно, и скорость накопления в нем ионов железа или меди выше, чем в сернокислом. При плохой рассеивающей способности электролита участки хромируемых деталей, на которых реализуется более низкая плотность тока, более медленно покрываются хромом и подвергаются, с одной стороны, травлению электролитом, а с другой — сильному наводораживанию.
Состав саморегулирующего сульфатно-кремнефторидного электролита, г/л:хромовый ангидрид (CrO3) — 250—300:
сернокислый стронций (SrSO4)— 5,5 -6,5
кремнефтористый калий (K2SiF6) — 18- 20
Тетрахроматный электролит хромированияТетрахроматный электролит имеет довольно необычный для электролитов хромирования состав — наряду с хромовой и серной кислотами он содержит достаточно большое количество щелочи, которая частично нейтрализует кислоту. Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
К электролитам тетрахроматного типа относятся и электролиты, в которых вместо щелочи используют углекислый кальций. В некоторых случаях рекомендуется добавлять в электролит 0.5-10 г/л вольфраматов или солей магния, в присутствии которых осаждаются хромовые покрытия, обладающие лучшей полируемостью.
Состав тетрахроматного электролита хромирования, г/л:Хромовый ангидрид (СrO3) -350-400
Едкий натр (NaOH) — 40-60
Серная кислота (H2SO4) — 2.5-2.7
Хром трехвалентный (на Cr2O3) — 10-15
Температура электролита -18-250С. Плотность тока -10-80 А/дм2
Тетрахроматный электролит используется исключительно для получения защитно-декоративных покрытий. Ввиду того, что электролиз ведется при комнатной температуре, осадки получаются серыми. Однако, благодаря низкой твердости и достаточно высокой пластичности, они могут быть отполированы до зеркального блеска, характерного для блестящих декоративных хромовых покрытий. Относительно высокая рассеивающая способность тетрахроматного электролита позволяет применять его для нанесения хромовых покрытий на пресс-формы, используемыех, например, для изготовления деталей из пластмасс.
Хромовые покрытия, полученные из тетрахроматного электролита, имеют значительно более низкую пористость по сравнению с хромом из сульфатных электролитов, но для получения износостойких покрытий тетрахроматные электролиты не используются. Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Электролиты черного хромированияЧерное хромирование применяется для покрытия оптических систем и деталей, которые должны иметь хорошую теплоотдачу в пространство. Толщина слоя черного хрома составляет 1,5-2,0 мкм. Покрытие черного хромирования обладает хорошей термостойкостью, и в отличии черного никеля или черных оксидных покрытий, являются износостойкими.
| Состав электролита и режим осаждения | №1 | №2 | №3 | №4 | №5 | №6 | №7 | №8 |
|---|---|---|---|---|---|---|---|---|
| Хромовый ангидрид | 250 | 200 | 250-400 | 250 | 150-400 | 250 | 250 | 200 400 |
| Уксусная кислота | — | 6.5 | 5 | — | _ | 3 | . | |
| Ванадат аммония | — | 20 | — | — | _ | _ | ||
| Оксалат железа | — | — | — | — | 15-75 | — | — | — |
| Карбамид | 2.5 | |||||||
| Фторид хрома | ||||||||
| Борная кислота | — | — | — | — | 15 | _ | ||
| Нитрат натрия | 3-5 | — | — | 5 | _ | |||
| Гексафторалюминат натрия | 0.2 | — | — | — | 0.1 | — | — | — |
| Плавиковая кислота | — | — | — | — | — | — | 0.21 | |
| Кремнефторис товодородная кислота | — | — | — | 1.25 | — | — | — | |
| Хромин | 2-3 | — | — | 1.53 | — | — | — | |
| Температура,°С | 18-25 | 10-30 | 10-30 | 18-25 | 18-25 | 15-25 | 60-70 | 18-40 |
| Плотность тока, А/дм2 | 15-30 | 50-100 | 50-100 | 10-60 | 10-50 | 10-50 | 20-30 | 50-120 |
Продолжительность процесса черного хромирования составляет 4-6 минут.
Примеси в электролите хромирования.Присутствие в электролитах хромирования посторонних примесей может приводить к ухудшению качества хромового покрытия. Причиной появления примесей часто является нарушение самой технологии хромирования. Следует подчеркнуть, что наименьшее накопление вредных примесей происходит в электролитах, используемых для блестящего декоративного хромирования. Это объясняется тем, что из-за недолгой продолжительности процесса блестящего хромирования, подвески с деталями постоянно выносят на своей поверхности электролит с примесями. А необходимость регулярно доливать или воду, или свежую порцию электролита, приводит к разбавлению раствора электролита и предотвращает накопление в нем примесей в опасных концентрациях.
Осаждение хрома на алюминий и его сплавХром осаждают на детали из алюминия или его сплавов в основном в тех случаях, когда необходимо повысить их износостойкость, термостойкость или улучшить антифрикционные свойства. Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
В промышленности применяются две их разновидности:
— Активация (удаление оксидной пленки с одновременным легким подтравливанием) поверхности алюминия и одновременное осаждение на его поверхности прочно сцепленного с основой тонкого слоя металла, служащего в качестве подслоя для последующего нанесения слоя покрытия;
— Анодное оксидирование алюминия с целью формирования на нем оксидной пленки определенной структуры и толщины, которые обеспечивают надежное сцепление с ней последующего покрытия.
«Цинкатная»щелочная обработка заключается в обработке алюминиевых изделий в растворе цинката, содержащего раствор щелочи и оксида цинка. Процесс осуществляется, путем опускания алюминиевой детали на несколько секунд в раствор цинката при температуре 18-25°С. При этом имеющаяся оксидная пленка вытравливается с поверхности алюминия и, одновременно на ее месте формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако для улучшения сцепления рекомендуют первый слой цинка удалять, растворяя его в растворе азотной кислоте (300-500 г/л). Затем, после тщательной промывки, детали опять погружают в цинкатный раствор на 10-15 сек. Такой метод называется «двойной цинкатной обработкой» или «двойным цинкатом». Для получения более плотных, компактных с лучшими антикоррозионными свойствами пленок, рекомендуют добавлять в цинкатный раствор хлорид железа и сегнетову соль.
Хромирование, объяснение за 14 шагов — Motorhood
Опять же, медные провода и грузы снова прикрепляются после снятия для полировки из-за риска попасть в полировальные круги. Затем повторяется та же процедура замачивания, которая использовалась выше.
Вместо воды завершается промывка щелочью, после чего предметы снова опускаются в холодный цианид с напряжением 12 В на две минуты и снова ополаскиваются водой.
Еще одно двухминутное погружение в кислотное травление и еще одно быстрое ополаскивание — это все, что нужно предметам, прежде чем они наконец смогут перейти к смеси цианистой меди с температурой 45 градусов, в которой они будут сидеть в течение пяти минут с 12 вольт, проходящим через них. .За это время они сформируют гладкую кожу, которую снова необходимо протравить еще одним двухминутным погружением в кислотный травитель перед следующим полосканием.
Step 12
До сих пор используемые в процессе соединения имеют относительно низкую стоимость. Но сульфат никеля, в котором предметы сидят следующие 60 минут, значительно дороже, фактически, это самый дорогой расходный материал для всей процедуры. Через 60 минут с током в шесть вольт на изделие будет нанесено покрытие толщиной 45 микрон. Это наиболее важная часть всего процесса, поскольку именно никель придает блеск готовому продукту.Часто разница между дешевым хромом и хорошим хромом заключается в том, сколько времени предметы находятся в этой ванне. Разница заметна невооруженным глазом по глубине цвета готового изделия.
Затем полоскание удаляет любые излишки остатков и подготавливает изделие к нанесению самого хрома, что является сравнительно дешевой и быстрой частью всей процедуры. Несмотря на оранжевый цвет, хромовая кислота придает ему голубоватый оттенок, и всего через четыре минуты пребывания в ванне с током 12 В на предмет будет закреплено трехмикронное покрытие.Опять же, шары в баке служат исключительно для изоляции. Сам резервуар проверяется дважды в день на предмет правильного уровня химикатов, яркости и состояния и перемешивается в течение дня. В конце концов, хром — это тяжелый металл, поэтому при длительном хранении он имеет тенденцию опускаться на дно.
Полная заправка всех резервуаров обойдется Джорджу примерно в 365 000 долларов, но, к счастью, они не так часто требуют полной замены.
Step 13
После того, как предметы вынуты из резервуара, их еще раз промывают, и из-под оранжевой жидкости появляется хромированный вид, который мы все знаем и любим.В общей сложности после 25 шагов и примерно семи часов продукт почти готов к передаче заказчику, но не раньше, чем специальный сотрудник по контролю качества внимательно его изучит, чтобы убедиться, что он идеален, и он отполировал вручную. Затем товары проверяются по листу работы, упаковываются и готовы к отправке.
Время, затрачиваемое на процесс, зависит от размера, формы и сложности элемента, как и величина напряжения, используемого на различных этапах.Будь то бампер 1950-х годов или английская булавка, он все равно должен пройти через все процессы гальваники, коротких путей нет.
Единственный способ узнать, сколько времени требуется для каждого элемента, — это многолетний опыт и практика. Сам Джордж в игре уже 36 лет, и некоторые из его сотрудников работают с ним почти столько же, что делает их, вполне возможно, частью самой знающей команды.
При таком большом количестве различных процессов и столь большом внимании к деталям вы можете только представить реакцию, когда клиенты приходят, думая, что они могут подождать, пока их детали будут хромированы (обычное явление, по словам Аниты, менеджера APC).На самом деле процесс такой же, если не больший, чем покраска автомобиля. И точно так же вы получаете то, за что платите. Низкозатратная работа, скорее всего, указывает на то, что на этом пути упускаются какие-то шаги или они спешат, чтобы сократить расходы.
Шаг 14 (ремонт отделки из нержавеющей стали)
НАБОРЫ ДЛЯ ХРОМИРОВАНИЯ, НАБОРЫ ДЛЯ НИКЕЛИРОВАНИЯ, НАБОРЫ ДЛЯ ЦИНКОВОГО ПОКРЫТИЯ, НАБОРЫ ДЛЯ МЕДИ, ПОЗОЛОЧЕНИЯ, ЭЛЕКТРОПЛОСКАНИРОВАНИЕ И БЕЗЭЛЕКТРОННЫЕ.А также ПРИНАДЛЕЖНОСТИ ДЛЯ ПОЛИРОВКИ, АНОДИРОВАНИЯ АЛЮМИНИЯ И ПОРОШКОВЫХ ПОКРЫТИЙ.Caswell Plating Australia продает все возможные комплекты для гальваники в домашних условиях. Caswell Australia предоставляет экспертные знания и опыт, позволяющие домашнему пластингу с использованием нашего набора для домашнего нанесения покрытия, пистолетов для порошковой окраски или полировальных принадлежностей достигать профессиональных результатов электрогальванизации или металлической отделки дома на любой поверхности.НАШИ КОМПЛЕКТЫ НАХОДИТСЯ ЗДЕСЬ, В АВСТРАЛИИ, ИМЕЕТСЯ ПОМОЩЬ ИЗ МЕСТНОЙ АВСТРАЛИИ. Caswell AustraliaCaswell Australia поставляет комплекты гальванических покрытий и поддержку для любого мыслимого применения. В нашем ассортименте хромирования есть комплекты для хромирования, комплекты для хромирования, комплекты для черного хрома и все необходимые приспособления для снятия изоляции. Мы предлагаем как гальваническое, так и химическое покрытие наших никелевых комплектов. Для небольших работ наши запатентованные комплекты заглушек и пластин составляют лишь часть стоимости комплекта для нанесения щеточного покрытия и обеспечивают превосходное качество. Как и любому мастеру своими руками, им иногда потребуется поддержка, наша поддержка, которая поддерживается нашими международными и местными австралийскими агентами, доступна на тот случай, если подробных инструкций окажется недостаточно.Хром и никель — не единственные вещи, с которыми мы можем помочь вам покрыть пластину, мы также поставляем комплекты олова, цинка, медные комплекты, а также популярные комплекты для плакирования золотом и серебром. Регулярно заходите сюда, чтобы узнавать, что продается, и заключать выгодные сделки.
Ссылки быстрого магазина.Вот образцы некоторых продуктов, которые мы продаем и которые доступны в онлайн-магазине. Доступно все: от комплектов для нанесения покрытия своими руками до подробных инструкций по нанесению покрытия, анодированию и полировке. В отличие от наших конкурентов, мы продаем заправки для всех наших продуктов, поэтому после настройки вы всегда сможете продолжить гальванику. |
Diy Хромирование Youtube
Хромирование своими руками YoutubeЛегкие и простые проекты DIY для вашего дома с минимальным бюджетом.
Хромирование своими руками Youtube . Плуг Caswell и пластина копируют хром (покрытие щеткой) на хромированную пластину — те маленькие детали, которые посеребрены спреем на хромовой системе (например. Наборы для нанесения хромового покрытия — это наборы для самостоятельного изготовления, в которых используются различные химические вещества для нанесения хромированной отделки на металлический предмет.
Пластина-вставка для стола маршрутизатора и сборка подъемника маршрутизатора DIY от www.pinterest.comХромирование по-прежнему является предпочтительным покрытием для многих операций по отделке металлов.Если у вас нет комплекта для хромирования, вам следует его изготовить. Может ли кто-нибудь посоветовать мне простой метод, который я могу использовать для удаления хрома с металлических поверхностей?
Наша система «Spraychrome» позволяет проявить свои творческие способности практически на любой поверхности, например, на дереве, металле, пластике, бетоне или на любой другой поверхности, которую можно окрашивать.
Этот миф просто необоснован. Это будет поделка для 99% тех, кто делает это своими руками. Это легко и выполнимо быстро.Плуг Caswell и пластина копируют хром (покрытие щеткой) на хромированную пластину те мелкие детали, которые посеребрены спреем на хромированной системе (для.
Источник: www.pinterest.comХромирование сопровождается воздействием электричества на обрабатываемую поверхность, поэтому большинство людей предпочитают, чтобы эту работу выполняли специалисты (например, если рядом находится завод с гальваническим цехом).
Источник: www.pinterest.comХромирование — это процесс, при котором тонкий слой хрома наносится на металлическую поверхность посредством гальваники (обычно поверх слоя никеля).
Источник: www.pinterest.comПлунжер Caswell и пластина копируют хром (покрытие щеткой) на хромированную пластину те мелкие детали, которые посеребрены спреем на хромированной системе (для.
Источник: www.pinterest.comЭто будет сделано своими руками для 99% тех, кто делает это своими руками.
Источник: www.pinterest.comИспользуется в основном в сантехнической, осветительной и мебельной промышленности, он приобретает свой матовый вид благодаря механической полировке, которая происходит после покрытия никелем до хрома.
Источник: www.pinterest.comБлестящее и прочное покрытие легко повреждается при износе…
Источник: www.pinterest.comНаборы для спрея для хромирования — это наборы для самостоятельного изготовления, в которых используются различные химические вещества для нанесения хромированной отделки на металлический объект.
Источник: www.pinterest.com, что означает, что любой может построить его, этот комплект будет собран из готовых продуктов, чтобы сделать его максимально простым, он также может быть изготовлен из сырья, которое у меня есть…
Источник: www.pinterest.comДля удаления хрома необходимо очистить оба покрытия.
← Крем для бритья своими руками для зоны бикини листовая маска от прыщей своими руками →
DMCA Контакт Политика конфиденциальности Авторские праваХромирование пластика — вакуумная металлизация
Что такое хромирование пластика?
Многие ошибаются, полагая, что хромировать можно только металлическую деталь.Однако хромирование пластика позволяет придать пластиковой детали такой же блеск, как и традиционной хромированной детали.
Процесс хромового пластика
К сожалению, хромирование пластика не так просто, как нанесение слоя хрома на деталь. Обычно мы сначала покрываем деталь слоем никелевой меди с помощью процесса, называемого безэлектролитическим покрытием. Это означает, что мы не используем электрический ток для нанесения покрытия. Нанесение этого покрытия делает деталь токопроводящей, что позволяет нанести хромирование позже.
Думайте об этом как о базовом слое, которое вы наносите на стену перед покраской. Это базовое покрытие подготавливает деталь для нанесения гальванического покрытия, которое мы используем для нанесения хромового покрытия. Без него мы не сможем прикрепить хромированное покрытие к пластиковой детали.
Обычно весь процесс состоит из следующих шести шагов.
Шаг 1 — травление
Погружаем деталь в емкость, содержащую смесь концентрированной серной и хромовой кислот. Во время этого процесса кислотная смесь протравливает серьезные микроскопические отверстия на поверхности пластмассовой детали.Именно эти крошечные отверстия будут содержать металлическое покрытие, нанесенное во время процесса безэлектролитического нанесения покрытия.
Шаг 2 — Нейтрализация
Вынув деталь из кислотной смеси, погружаем ее в щелочную смесь. Это нейтрализует кислоты, чтобы они больше не разъедали пластиковую часть. Эта нейтрализация также имеет решающее значение для обеспечения того, чтобы остатки кислоты не нарушили в дальнейшем процессы нанесения покрытия.
Шаг 3 — Катализирование и ускорение
Мы наносим каталитическую пленку на поверхность пластмассовой детали, чтобы подготовить ее к процессу безэлектролитического нанесения покрытия.Однако, прежде чем мы это сделаем, мы также должны погрузить деталь в последнюю ванну, которая удаляет любые остатки химикатов от предыдущих процессов. Эта ванна также ускоряет пленку, а это означает, что она намного быстрее реагирует на металлическое покрытие, которое мы наносим на деталь.
Шаг 4 — Покрытие без гальваники
Для нанесения на деталь очень тонкого слоя меди или никеля мы используем описанную выше технику нанесения гальванического покрытия. Это сделано для того, чтобы сделать деталь проводящей, что позволяет ей принимать хромовое покрытие.
Шаг 5 — Гальваника
После завершения процесса нанесения покрытия без использования электролита мы прикладываем отрицательный заряд к новому металлическому покрытию. Затем мы погружаем отрицательно заряженную часть в резервуар, содержащий положительно заряженные ионы хрома. Эти ионы притягиваются к отрицательно заряженному слою меди или никеля, что заставляет их прикрепляться к детали. После присоединения ионы возвращаются к своей нейтральной металлической форме. Это гарантирует, что слой хромированной пластины остается равномерным.
По окончании процесса гальваники снимаем деталь с хрома и даем остыть.
Шаг 6 — Проверка качества
Мы проводим тщательную проверку качества со стороны, чтобы убедиться, что мы выполнили процесс правильно. Эта проверка проверяет ровность хромового покрытия, а также гарантирует, что процесс не привел к каким-либо отклонениям в самой детали.
Для больших производственных циклов мы используем процесс отслеживания ошибок, чтобы гарантировать исправление любых ошибок, прежде чем они могут повлиять на всю партию.
Хромирование — 7 советов по восстановлению хромированного покрытия — Сделай сам
«Сделай сам — Покрытие своими руками» — Хромирование — 7 советов по восстановлению хромированного покрытия
Отправлено: 26 сентября 2015 г. в 21:19 Автор: Алисия Хром / Декоративное хромирование — Технология / 0Покрытие своими руками — Часть 7 из 7 — Восстановление автомобиля — The Brightworks — 7 советов по хромированию
Зачем нужно хромирование — Часть 1
Что такое хромирование — Часть 2
Что это за металл — Часть 3
Что это за отделка — Часть 4
Что такое тройное покрытие или показать хром — Часть 5
Заменить? или перепечатывать? — Часть 6
Покрытие своими руками — Часть 7
-DO-IT-YOURSELF PLATING-
Скоро появится блог
ОТВЕТ: Покрытие своими руками: Никогда или почти невозможно сделать гаражное хромирование.Для установки хромирования требуются разрешения и авторизация коммерческих и экологических агентств. Стоимость установки гальванического оборудования требует авансовых платежей за технологическое оборудование, химикаты, разрешения, оборудование для обработки окружающей среды как для воздуха, так и для воды. Что вы можете сделать сами, так это шлифовку, полировку, полировку металла, предварительную подготовку металлов, ремонт и ремонт припоями / сваркой.
«Сделайте вас ярче». Отправьте фотографию по электронной почте… Получите цену — [email protected] — http: //www.LMchromeCorp.com — http://www.chromeplatingusa.com
760-803-1493 Тел — Калифорния — США
СвязанныеCopy Chrome Kit — Caswell Canada
Улучшенный более полный комплект — Новые, большие размеры
Похоже на Chrome
Hard Like Chrome — жестче никеля!
Сохраняет блеск — как хром!
Без опасных химикатов — без дыма — без коррозионных кислот
Однослойная система — устраняет 2 этапа!
НОВИНКА! НАБОР ДЛЯ ПОВЫШЕННЫХ ХАРАКТЕРИСТИК
Аноды большего размера — обеспечивают большее покрытие и более равномерные результаты
Плиты Copy Chrome ™
площадью до 60 кв. Футов
Постоянное автоматическое перемешивание и фильтрация с новым насосом / фильтром в комплекте
Простые инструкции
Copy Chrome ™ — это ПРОСТОЙ комплект для нанесения покрытий, который обеспечивает почти все преимущества хромовой пластины — без лишних хлопот! Весь процесс нанесения покрытия занимает то же время, что и наш обычный комплект для никелирования: 15 минут для внутренней отделки, 30 минут для инструментов, 1 час для тяжелых работ снаружи!
Процесс Copy Chrome ™ идеально подходит для всех ваших мелких предметов, таких как дверные ручки, кронштейны, петли, гайки и болты, штампованные стальные крышки и т. Д.Наносится на: — сталь, медь, латунь, бронзу, старую никелевую пластину, а с помощью цинкатной грунтовки — алюминий.
Все инструкции и рабочие процедуры подробно описаны в Руководстве по нанесению покрытий Caswell. Каждый анод будет покрывать около 32 квадратных футов поверхности при 0,0005 дюйма, прежде чем его нужно будет заменить. Решение практически постоянное. Никаких химических отходов или опасных паров не образуется.
1.Комплект на 5 галлонов
| Комплект на 3 галлона
| Комплект на 4,5 галлона
| Комплект на 15 галлонов
|
| ** ВЫ ДОЛЖНЫ ПОСТАВИТЬ ** | ||
|
Улучшенные отбеливатели
НОВИНКА !! CASWELL NICKEL / COPY CHROME ™ BRIGHTENER образует высокопластичные отложения, на которых не образуются слои.Он производит блестящие белые наложения высокой четкости, отражательной способности и глубины. Наплавка активная и может быть хромирована, если указано.
Превосходные «выравнивающие» свойства позволяют заполнить мелкие царапины и дефекты, улучшая общий вид.
Наш обычный Nickel & Copy Chrome ™ теперь работает быстрее и покрывает область с низкой плотностью тока. Она дает на 20–30% большую толщину в области с более низкой плотностью тока, чем любая другая система. Если вы хромируете этот никель, вы также получите лучшее покрытие хромом при низкой плотности тока, чем любой другой процесс никеля.
Нужна помощь в выборе выпрямителя? Воспользуйтесь нашим калькулятором выпрямителя, чтобы выбрать источник питания для вашего гальванического комплекта. Обратите внимание, что эти рекомендации относятся только к комплектам гальванических покрытий Caswell Inc. и являются приблизительными.
Как покрасить хром и изменить его цвет
Фото: istockphoto.com
Хром самобытный, современный и крутой — все причины его любить, будь то основа ваших барных стульев в стиле 50-х, дверной фурнитуры и т. Д. светильники или смеситель в ванной.Но вкусы меняются. Однажды вас может заинтересовать идея матового черного металла. Независимо от того, выглядят ли ваши хромированные светильники устаревшими или заржавевшими, вам не нужно немедленно раскошелиться на замену. Покраска хрома решает любую проблему за небольшую часть стоимости, если у вас есть подходящие инструменты и техника.
Да, фирменная блестящая поверхность хрома и его склонность к окислению делают крайне важным выполнение подготовительных работ правильно. Одно неверное движение, и краска может отслоиться или заржаветь снизу! К счастью, мы предоставили вам всю необходимую информацию о том, как красить хром.
Инструменты и материалы Шаг 1Смешайте жидкое средство для мытья посуды и, для дополнительного удаления жира, теплую воду в ведре и промойте хром с этой мыльной водой и чистой тканью. Вы можете использовать зубную щетку, чтобы прочесать укромные уголки, трещины и щели. Хорошо промойте чистой водой, затем вытрите насухо отдельной тряпкой.
Если вы хотите удалить всю грязь и жир, повторите этот шаг, если блестяще не чистый .
Step 2Наденьте защитные очки и, если не в хорошо вентилируемом помещении, обязательно защитную маску, чтобы свести к минимуму повреждение легких в результате случайного проглатывания хромовой пыли.Начиная с наждачной бумаги с крупной зернистостью, например с зернистостью 120, начните чистку хрома.
Крупная зернистость поцарапает гладкую поверхность, поэтому краска легче прилипнет, чем отслаивается. Если при шлифовании легче работать из стороны в сторону, сделайте это сейчас. Тем не менее, в конечном итоге, метод чистовой обработки (зернистость 320) потребует круговых движений для получения гладкой поверхности без царапин.
После того, как вы тщательно очистите весь хром, у вас есть возможность сделать второй проход с зернистостью 240, чтобы уменьшить любые заметные бороздки и убедиться, что вы потускнели блеск хрома.
Шаг 3Используйте чистую тряпку, чтобы стереть пыль, чтобы проверить, достаточно ли отполирован хром. Обратите особое внимание, если в начале работы были пятна ржавчины (или трещины, если ваш объект хромированный), осмотрите их — теперь вы должны увидеть голый металл, а трещины размягчились.
Весь хром поцарапан и потускнел, чтобы поверхность можно было приклеить грунтовкой? Если нет, продолжайте шлифовать абразивом 240.
Шаг 4Переключитесь на наждачную бумагу с зернистостью 320 для получения максимально гладкой поверхности и используйте круговые движения, переходя от одной стороны к другой или сверху вниз на хромированном приспособлении.Удалите все царапины и зазубрины, образовавшиеся с помощью более грубой наждачной бумаги на шагах 2 и 3.
Периодически протирайте пыль чистой тряпкой и проводите пальцами по металлу. Это гладко? Если это так, вы можете перейти к шагу 5. Если нет, продолжайте, пока не станет.
Шаг 5 (необязательно)После шлифовки лучше всего заполнить все выемки или трещины в хромированных приспособлениях или мебели, прежде чем пытаться покрасить металл, чтобы эти дефекты не просматривались через вашу покраску или препятствуют его успеху.Для этого вы будете использовать жидкий металлический наполнитель, такой как от Permatex, который вы сможете найти в автомобильных центрах или в Интернете по цене около 6,50 долларов за 3,5 унции.
Протрите хром влажной тряпкой, чтобы убедиться, что вся пыль от шлифования удалена, затем тщательно высушите пятна, которые нужно заполнить. Нанесите металлический наполнитель в соответствии с инструкциями производителя. Обычно для этого нужно надеть рабочие перчатки или латексные перчатки для защиты, просто выдавив немного наполнителя в то место, где он нужен, и распределить наполнитель либо пальцами в латексных перчатках, либо одноразовым шпателем.
Время высыхания может составлять всего час для некоторых марок или ночь для других, поэтому внимательно следуйте спецификациям производителя.
После высыхания, если он плохо разглаживается, возможно, потребуется отшлифовать его наждачной бумагой с зернистостью 320, чтобы получить однородную поверхность.
Шаг 6Используя чистую тряпку и ведро с пресной водой, протрите весь хром, чтобы удалить оставшуюся пыль. Часто промывайте тряпку, чтобы поверхность была чистой. Если ведро с водой стало слишком грязным, замените его чистой водой и протрите проект чистой тряпкой.
Тщательно просушите свежей ветошью.
Фото: istockphoto.com
Шаг 7Если какие-либо части хрома будут соединяться с другими поверхностями (например, дерево, стекло или мрамор) и, следовательно, их не нужно красить, покройте их. . Меньшие участки можно замаскировать малярным скотчем, а большие поверхности — газетой.
Step 8Защитите пол в рабочей зоне от чрезмерного распыления или случайных капель краски, разложив старую газету.
Шаг 9Нанесите слой грунтовки на металл. Выберите антикоррозионную грунтовку, такую как Rust-oleum, в магазине красок или в центре домашнего ремонта, если вы не планируете красить кран. Поскольку сантехника предназначена для контакта с водой, вам необходимо использовать автомобильную грунтовку для металла (и покрыть ее автомобильной эмалью в шагах 10 и 11), которая разработана с учетом внешних условий.
- При использовании аэрозольной грунтовки часто встряхивайте емкость, распыляйте с расстояния примерно в 30 см и наносите покрытия из стороны в сторону, которые выступают за края хромированного предмета.Подробнее о окраске металла распылением читайте здесь.
- При использовании кисти или пенного аппликатора нанесите краску легкими слоями вдоль, вверх и вниз и следите за тем, чтобы не потекли капли. Лучше нанести легкий слой, дать ему высохнуть в течение одного дня, а затем нанести еще один слой, чем наносить слишком толстый слой, и вы рискуете, что на продукт будут стекать и стечь. (Их необходимо отшлифовать перед окончательной окраской.)
Дайте грунтовке полностью высохнуть. Это будет варьироваться в зависимости от сезона, температуры и влажности в вашем месте — и это помимо рекомендаций производителя, — но это должно занять меньше суток.Ночевки должно хватить.
Фото: istockphoto.com
Step 10После высыхания грунтовки нанесите акриловую или латексную краску для металла любого цвета по вашему выбору, автомобильную эмаль или , если вы красите смеситель. Здесь тоже работают либо аэрозольная краска, либо окраска щетиной или поролоновой кистью.
- При окраске хромом распылением не забывайте наносить равномерными широкими движениями из стороны в сторону или вверх и вниз. Остерегайтесь потеков или потеков!
- При чистке щеткой все равно придется следить за излишками краски и каплями.Рисуйте мазками вверх-вниз или из стороны в сторону, используя легкое покрытие. Когда рисуете укромные уголки и трещины, повторите попытку через минуту или две, потому что они часто создают подтекания и потеки, поэтому удалите излишки кистью. (После того, как вы уже нанесли всю краску на кисть или аппликатор, легче поймать излишки краски и сгладить их.)
Дайте краске высохнуть. Если для полного покрытия требуется дополнительный слой, используйте те же методы, что и в шагах с 4 по 10.
Опять же, в зависимости от температуры и влажности в месте, где вы находитесь, время высыхания пальто может занять от пары часов до целого дня. Посмотрите рекомендации на упаковке краски и дайте последнему слою застыть в течение целого дня, прежде чем что-либо с ним делать.
Шаг 12Удалите любую малярную ленту, не снимая покраску, предварительно сделав надрез по краю, обращенному к краске. Затем медленно снимите его, чтобы убедиться, что ваши порезы позволяют аккуратно удалить. Выбросьте вместе с использованной газетой в мешки для мусора.
После того, как вы вынесете мусор, перенесите ранее блестящий предмет в его новый дом и наслаждайтесь другим замечательным проектом, выполненным с профессиональным мастерством.