Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Перед настройкой
Регулировка силы тока, вольтажа, скорости подачи проволоки и других параметров производится непосредственно перед сваркой, в процессе работ сварщик производит дополнительные корректировки работы. Однако есть ряд требований и настроек, которые нужно выполнить до начала работ, это
подготовка сварочного аппарата;
а также условия выполняемых работ.
Так, устройство должно быть подключено к системе подачи защитного газа (углекислота, аргон или смеси газов). В обязательном порядке нужно убедиться в наличии достаточного количества сварочной проволоки в барабане, а при необходимости заправить новую и протянуть ее до рабочей рукояти.
Чтобы правильно выставить первичные параметры сварки нужно знать:
Зная эти параметры и отталкиваясь от рекомендуемых значений можно выставить рекомендуемые параметры сварки, а затем, основываясь на собственных ощущениях и качестве работ, производить корректировки.
Настройки аппарата
Когда все готово, можно приступать к непосредственным настройкам. Несмотря на то, что опытные сварщики могут устанавливать режимы на собственное усмотрение, мы будем отталкиваться от рекомендованных параметров. Значения, представленные в таблице ниже, усредненные и в каждом отдельном случае, для лучшего качества работ, стоит произвести небольшую подстройку. Как это сделать, для чего нужен тот или иной параметр рассмотрим далее.
Таблица ориентировочных режимов сварки для углеродистых сталей
Скорость подачи газа
Данный параметр хоть и не относится к настройке сварочного полуавтомата, играет важную роль в процессе сваривания. Газобаллонное оборудование современного образца комплектуется удобными редукторами, где указан расход в литрах. Просто установите значение на 6 – 16 литров, в зависимости от толщины металла и на этом все.
Вольтаж
Данный параметр условно показывает, сколько тепла мы отдадим на работу в данный момент. Как видно из таблицы, чем толще металл, тем больше Вольтаж, а значит, нагрев и расплавление происходит быстрее и проще. Сложность с подбором вольтажа возникает тогда, когда мы имеем дело с нестандартным металлом или особой конструкцией сварки. Если мы говорим о работе с цветными или высоколегированными металлами, то оптимальные значения Вольтажа можно найти в интернете.
С другой стороны некоторые производители не указывают точное значение данной регулировки, а ограничиваются условными указаниями, к примеру, цифры 1-10. В таком случае следует внимательно изучить сопроводительную документацию, где должно быть указанно соответствие текущего положения к настоящему вольтажу.
Таким образом, данный параметр стоит устанавливать согласно таблице «настройка сварочного полуавтомата» или рекомендации производителя.
Скорость подачи проволоки/Сила тока
Второй параметр настройки любого полуавтомата это — скорость, совмещенная с силой тока. Это связанно с тем, что оба параметра взаимосвязаны и увеличивая скорость подачи, возрастает сила тока. Некоторые продвинутые машины имеют отдельные регулировки тока на полуавтомате, но они относятся к профессиональному уровню.
В более продвинутых моделях скорость подачи проволоки имеет тонкую настройку
Как и ранее для начала устанавливаем рекомендованные значения, однако в процессе работ эту настройку можно и нужно подстраивать под свои нужды. Заметить несоответствие просто. Если шов ведет, образуются сильные наплавления или сдвиги, то скорость слишком большая. Если же валик «проседает», появляются волнистые углубления или разрывы, то скорость слишком маленькая.
Добавляя или уменьшая скорость подачи, следует добиться идеальной формы валика без выпуклостей или проседания шва.
Большинство простейших аппаратов имеют именно две настройки — вольтаж и скорость подачи, совмещенная с силой тока. Умело управляя ими можно в полной мере оценить качество сваривания деталей полуавтоматом.
Дополнительные параметры
Помимо простейших устройств на рынке присутствуют и более продвинутые модели с расширенным функционалом. Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.
Индуктивность (настройка дуги)
Самая популярная функция, которая активно внедряется даже в сварки бюджетного класса – настройка индуктивности. Параметр позволяет управлять жесткостью дуги и изменять характеристики сварного шва. Так, при минимальной индуктивности заметно снижается температура дуги и глубина проплавления, шов получается более выпуклый. Подобная настройка помогает сваривать тонкие детали, а также металлы, чувствительные к перегреву. При максимальной индуктивности вырастает температура плавления, ванна получается более жидкой, а глубина проплавления – максимальной. Валик такого шва ровный, без выпуклостей. Данный режим используется для проплавления толстого металла, работы в угловых соединениях.
Зная как реагирует дуга на изменение индуктивности сварщик может самостоятельно управлять глубиной провара и температурой ванны, для улучшения качества работ и создания более надежных ответственных соединений.
Высокая/низкая скорость
Переключатель, который маркируется как High/Low, в большинстве моделей отвечает за более точную настройку скорости подачи проволоки. Мы уже знаем, что каждый полуавтомат содержит подобный регулятор, но если ваше устройство может работать с проволокой 0.6 и 1.4 мм граничные отметки будут сильно отличаться. Именно поэтому при работе с тонким материалом тумблер устанавливается в положение High и проволока в общем подается быстрей, а для толстого припоя подходит положение Low.
Обратите внимание! Сейчас на рынке представлены сотни товаров от десятков различных производителей, поэтому чтобы наверняка разобраться, какой функционал есть у данной модели, за что отвечает тот или иной регулятор и выключатель следует внимательно изучить инструкцию по эксплуатации.
Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
разная начинка сварочных полуавтоматов;
качество электросети;
состав сплава;
температура окружающей среды;
толщина и марка проволоки;
пространственные положения работ;
состав газа или его смеси.
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Частые ошибки и способы их решения
Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Заключение
Полуавтомат это незаменимый помощник в любом доме или гараже, но чтобы получить максимум из его возможностей нужно с должным уважением отнестись к изучению технических особенностей устройства и принципа работы полуавтоматической сварки. Благодаря этой статье вы знаете как настроить сварочный полуавтомат. Не бойтесь экспериментировать, ищите именно те параметры, при которых вам будет удобно сварить деталь и получить надежный шов.
svarkagid.ru
Принцип работы сварочного полуавтомата
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» - то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
Материал
Диаметр электродной проволоки, мм
Сварочный ток, А
Алюминий и алюминиевые сплавы
0,8
50-175
1,2
90-250
1,6
160-350
2,4
225-400
3,2
350-475
Магниевые сплавы
1
150-300
1,2
160-320
1,6
210-400
2,4
320-510
3,2
400-600
Медь и медные сплавы
0,9
150-300
1,2
200-400
1,6
250-450
2,4
350-550
Никель и никелевые сплавы
0,5
-
0,8
-
0,9
100-160
1,2
150-260
1,6
100-400
Титан и титановые сплавы
0,8
-
0,9
-
1,2
-
Нержавеющая стал
0,5
-
0,6
-
0,8
75-150
0,9
100-160
1,2
140-310
1,6
280-450
2
-
2,4
-
2,8
-
3,2
-
Низкоуглеродистая сталь, катанная или холодно-тянутая
0,5
-
0,6
-
0,8
40-220
0,9
60-280
1,2
125-380
1,3
260-460
1,6
275-450
2
-
2,4
-
3,2
-
Углеродистая сталь повышенной прочности, некоторые низколегированные стали
0,9
60-280
1,2
125-380
1,6
275-450
2
-
2,4
-
3,2
-
4
-
Напряжение
От напряжения зависят высота и толщина сварочного шва. Если в руководстве по эксплуатации отсутствует соответствующая таблица, характеристики шва в зависимости от напряжения можно выяснить опытным путем. Для этого возьмите ненужный кусок металла и начните варить. Попросите ассистента поворачивать ручку регулировки напряжения до конца вниз. Оцените шов при разных уровнях напряжения. Повторите процедуру поворачивая ручку регулировки напряжения до конца вверх, пока дуга не станет нестабильной.
Кроме того, существует взаимосвязь между напряжением дуги и ее длинной. Короткая дуга уменьшает напряжение и в результате получается узкий сварочный шов. Длинная дуга (больше напряжения) дает плоский, широкий сварочный шов.
Скорость подачи проволочного электрода
Скорость подачи проволочного электрода зависит от толщины свариваемых листов, от необходимой глубины плавления металла, от силы тока и некоторых других параметров. Слишком высокая скорость подачи электрода может привести к прожигам.
Установите правильную скорость подачи проволоки в соответствии с таблицей:
Толщина металла (мм)
Толщина электродной проволоки (мм)
Сила тока (А)
Напряжение дуги (В)
Скорость подачи проволоки (м/ч)
Расход защитного газа (л/мин)
Вылет электрода (мм)
1,5
0,8-1,0
95-125
19-20
150-220
6-7
6-10
1,5
1,2
130-150
20-21
150-200
6-7
10-13
2,0
1,2
130-170
21-21,5
150-250
6-7
10-13
3,0
1,2-1,4
200-300
22-25
380-490
8-11
10-13
4,0-5,0
1,2-1,6
200-300
25-30
490-680
11-16
10-20
6,0-8,0 и более
1,2-1,6
200-300
25-30
-
11-16
10-20
Оцениваем сварной шов
Оценить насколько правильно вы установили параметры сварочного аппарата можно по качеству сварного шва. Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Хороший шов
Обратите внимание на глубину плавления металла и на надежность соединения в основании шва (граница шва и материала). Шов плоский, не слишком узкий или широкий.
Напряжение слишком высокое
При слишком высоком напряжении сварочную дугу сложно контролировать. Глубина плавления металла не постоянна, турбулентность в сварочной ванне препятствует образованию надежного соединения между металлами.
Напряжение слишком низкое
При слишком низком напряжении сварочную дугу так-же сложно контролировать. Глубина плавления металла при этом незначительная. Низкое напряжение ведет к разбрызгиванию расплавленного металла, шов выпуклый, связь с металлом в основании шва непрочная.
Слишком быстрое перемещение сварочного электрода вдоль шва
Узкий, выпуклый шов с плохим сплавлением в основании. Незначительная глубина плавления металла.
Слишком медленная скорость перемещения сварочного электрода вдоль шва
При слишком медленном перемещении электрода металл будет перегреваться. Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги.
Слишком высокая скорость подачи электрода или сила тока
Если скорость подачи электрода или сила тока слишком высокие, сварной шов будет широким с незначительной глубиной плавления материала. При этом также могут наблюдаться разбрызгивание расплавленного металла и прожиги.
Скорость подачи электрода или сила тока слишком низкие
При таких параметрах сварной шов узкий, часто выпуклый, с плохой связью в основании.
Защитный газ отсутствует
При отсутствии защитного газа сварной шов получается пористый, с полостями.
naobzorah.ru
Как настроить сварочный полуавтомат?
Содержание:
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG/MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
Напряжение (несколько режимов)
Скорость подачи проволоки
Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход воздуха (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход воздуха в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Настройка скорости подачи проволоки
Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Возможные проблемы при сварке
Проволока приваривается к металлу, не образуя дуги. Причина: скорость подачи проволоки слишком высокая для установленного напряжения.
Когда при сварке вылетают брызги (маленькие шарики металла). Также появляются коричневый и зелёный цвета на шве и пористость. Причина: нет газа или поступает не достаточно защитного газа из горелки в зону сварки.
Шов не проникает достаточно глубоко. Такой шов будет не прочным. Нужно добавить напряжения и увеличить скорость подачи проволоки.
Прожиг металла. Так получается, если слишком большое напряжение для данной толщины металла.
Плохое проникновение, беспорядочный шов, сварка рывками. Может казаться, как будто не хватает напряжения или скорости подачи проволоки. Проверьте зажим заземления и чистоту металла, на который он зажат.
Горелка «плюётся» и не выдаёт непрерывный шов. Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
Проволока редко (время от времени) касается металла, но как только касание произошло, проволока плавится, а остаток остаётся на кончике наконечника. Причина: cлишком медленная скорость подачи проволоки.
Печатать статью
Ещё интересные статьи:
kuzov.info
Выбор параметров режима полуавтоматической сварки – Осварке.Нет
К числу параметров влияющих на процесс сварки и формирование сварочного шва при полуавтоматической сварки относят:
род и полярность сварочного тока;
диаметр сварочной проволоки;
сила сварочного тока;
напряжение на дуге;
расход защитного газа;
скорость подачи сварочной проволоки;
скорость сварки;
вылет и выпуск электрода.
Род и полярность тока
Полуавтоматическая сварка ведется на постоянном токе обратной полярности. Прямую полярность не смотря на большую скорость расплавления металла не используют. Это связано с менее стабильным горением дуги и более интенсивным разбрызгиванием. В редких случаях используют переменные источники питания.
Рис. 1. Интенсивное разбрызгивание металла на прямой полярности
Диаметр сварочной проволоки
Для механизированной сварки производят проволоки диаметром от 0,5 до 3 мм. Необходимую толщину сварочной проволоки выбирают в зависимости от толщины сварных деталей и пространственного положения шва в пространстве. Сварка проволокой малого диаметра отличается более устойчивым горением дуги и большой глубиной проплавления металла. Разбрызгивания металла менее интенсивные. Повышается коэффициент наплавленного металла. С увеличением диаметра сварочной проволоки необходимо повышать силу сварочного тока и соответственно наоборот.
Сила сварочного тока
От силы сварочного тока при полуавтоматической сварке во многом зависит производительность процесса. Устанавливается ток в зависимости от используемого диаметра электродной проволоки и толщины конструкции. Чем больше значение силы тока, тем больше глубина проплавления шва.
Сила тока при механизированных методах сварки связана со скоростью подачи проволоки и регулируется изменением скорости подачи.
Напряжение на дуге
При выборе напряжения на дуге руководствуются установленной силой тока. Регулировать напряжение дуги можно изменяя напряжение холостого хода источника питания.
Рис. 2. Напряжение на дуге
При сварке на высоком напряжении дуги возможно ухудшение газовой защиты и как следствие образование пор. Увеличение напряжения приводит к увеличению разбрызгивания и росту ширины шва. Глубина шва уменьшается, поэтому для механизированной сварки необходимо выбирать не высокие показатели напряжения на дуге.
Расход защитного газа
Расход газа во многом зависит от диаметра сварочной проволоки и тока. При сварке на открытых монтажных площадках или сквозняках необходимо увеличить расход защитного газа. Для улучшения газовой защиты также снижают скорость сварки или приближают сопло горелки к поверхности металла.
Для удержания защитного газа вблизи зоны сварки можно использовать защитные экраны.
Рис. 3. Защитные экраны
Скорость подачи сварочной проволоки
Скорость подачи проволоки регулируется вместе с током. Если при сварке наблюдаются короткие замыкания необходимо понизить скорость подачи, а при возникающих обрывах дуги скорость подачи повышают. Правильно выбранная скорость подачи проволоки отличается стабильным процессом горения дуги.
Скорость сварки
При полуавтоматической сварке скорость перемещения горелки устанавливает сварщик. Необходимо выбирать такую скорость при которой получается качественное формирование сварного шва. Толстостенные конструкции принято сваривать на высокой скорости формируя узкие швы. На высокой скорости сварки необходимо следить чтобы конец проволоки и металла шва не окислялся через выход из зоны защиты газа. На низкой скорости сварки ширина шва повышается из-за разрастания сварной ванны. Повышается способность образования пор.
Вылет и выпуск электродной проволоки
Вылет — расстояние между концом проволоки и токоподводящим наконечником.
Выпуск — расстояние между концом проволоки и соплом горелки.
Рис. 4. Вылет и выпуск электрода
Слишком высокий вылет ухудшает формирование шва и устойчивость горения сварочной дуги, интенсивнее разбрызгивается металл. При малом вылете возможно подгорание сопла и токоподводящего наконечника горелки.
При большом выпуске конца проволоки возможен выход из газовой защиты. Маленький выпуск затрудняет визуальное наблюдение за процессом сварки. Более сложно выполнять угловые швы.
Таблица 1. Вылет и выпуск электрода в зависимости от диаметра сварочной проволоки
Диаметр проволоки, мм
Вылет электрода, мм
Выпуск электрода, мм
Расход газа, л/мин
0,5-0,8
7-10
7-10
5-8
1-1,4
8-15
7-14
8-16
1,6-2
15-25
14-20
15-20
2,5-3
18-30
15-20
20-30
Правильно выбранные режимы сварки отличаются стабильным процессом сварки и легким зажиганием дуги.
См. также
osvarke.net
Выбор проволоки и правила работы полуавтоматическим сварочным аппаратом
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.
Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
Состоит полуавтомат из следующих элементов:
основного блока, вырабатывающего сварочный ток необходимой величины;
блока подачи проволоки;
сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
проволока сплошного сечения;
порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
СВ – сварная проволока;
08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
Г – данной буквой обозначается марганец, который есть в составе проволоки;
2 – цифра указывает, что содержание марганца 2%;
С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Совет! Если предстоят работы полуавтоматом в полевых условиях либо на открытом воздухе, то можно использовать порошковую проволоку, которой не требуется обдув защитным газом.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.
При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
Совет! Чтобы варить вертикальный шов, горелка ведется сверху вниз со скоростью, достаточной для опережения расплавленного металла. Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Совет! Для порошковой проволоки, работающей без газа, вылет должен быть в пределах 30-45 мм.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
плохой контакт между зажимом массы и деталью;
наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
tehnika.expert
11 лучших сварочных полуавтоматов — Рейтинг 2018 года (Топ 11)
Рейтинг надежности и качества аппаратов для полуавтоматической сварки
Автор: Степан Кагнер
Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
Максимальный ток в сочетании с коэффициентом постоянного включения (ПВ)определяют не только спектр применений сварочного аппарата, но и его «запас прочности». Что касается сварочного тока, то у многих новичков некоторое недоумение вызывает отсутствие такой регулировки на полуавтоматах – на них традиционно регулируется напряжение на горелке. Для обычно используемой проволоки диаметром 0,8-1,0 мм выставляется напряжение до 20В в зависимости от толщины деталей, ток при этом не превысит 120 А. ПВ определяет процентное соотношение времени работы и времени охлаждения сварочного аппарата: из двух инверторов с одинаковым максимальным током аппарат с ПВ 60% потребует перерыва в работе быстрее, чем аппарат с ПВ 80%. Так как этот коэффициент увеличивается при снижении сварочного тока, при одинаковом ПВ дольше проработает без остановок тот аппарат, чей максимальный ток больше. Применительно к полуавтоматам это означает, что приобретать аппарат с большим максимальным током стоит только из расчета на длительную беспрерывную работу: реально реализовать такой ток на обычной проволоке нельзя.
Мощность аппарата и диапазон рабочих напряженийважно учитывать, если предполагается запитывать его от слабой электросети в гаражном массиве или в частном секторе. Чем меньше потребляемая аппаратом мощность, тем меньше будут и просадки напряжения во время работы. Соответственно, чем ниже порог рабочего диапазона напряжений, тем большую просадку аппарат выдержит без перебоев в работе.
Возможность смены полярностипотребуется при сварке флюсовой проволокой (называемой обычно «порошковой»). Если для сварки под углекислотой используется обратная полярность (на горелке «плюс»), то для флюсовой проволоки нужна полярность прямая (на горелке «минус»). Также на прямой полярности работают с некоторыми сортами обычной проволоки, легированными щелочными металлами.
Дополнительные режимы работы, предусмотренные в конструкции многих полуавтоматов, значительно расширяют их функциональность, хотя и увеличивают цену. Обычно полуавтоматы дополняются режимом MMA (ручной дуговой сварки) – приобретая такой аппарат, вы сможете варить и тонколистовое железо, и массивные металлические конструкции, где проволока не обеспечит глубокий провар.
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
возможности домашней/дачной электросети;
какие металлы предстоит сваривать;
толщина свариваемого металла;
требуемое качество сварки;
габариты объектов для сварки, длина сварочных швов;
интенсивность использования агрегата.
Топ 11 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием - это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
Лучшие сварочные полуавтоматы верхней ценовой категории
Сварог PRO MIG 200 SYNERGY (N229)
51 250
Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% - следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift).
Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами.
Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения.
Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги.
Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку».
Основные плюсы:
Многофункциональность и гибкость настроек.
Компактные размеры.
Низкая цена.
Минусы:
Нет режима TIG AC для сварки легких сплавов.
Высокая цена.
10 / 10
Рейтинг
Отзывы
Ни разу не пожалел о потраченных деньгах. Этот сварочный полуавтомат самый лучший – он, как швейцарский нож: надежный, удобный и многофункциональный.
По функциональности «Кедр» ничуть не уступает лидеру рейтинга. Аппарат может работать как в полуавтоматическом режиме сварки, так и с электродами и аргоновой горелкой. Полярность на горелке меняется точно так же просто – перебросом кабеля на разъемах.
Управление аппаратом – полностью программное (или, как принято говорить среди производителей сварочного оборудования, синергетическое). Параметры рабочего режима задаются при помощи одной кнопки и многофункционального регулятора. Нельзя сказать, что это удобно при частой перестройке – классические регуляторы профессиональные сварщики признают более практичными, но и такой метод настройки аппарата имеет своих сторонников.
В режиме полуавтоматической сварки аппарат позволяет вручную подстраивать кривизну вольтамперной характеристики («регулировка индуктивности» — термин, перешедший от трансформаторных аппаратов). Благодаря этому удобно варить как тонколистовой металл на «мягкой» дуге, так и достаточно массивные детали на «жесткой».
В режиме ММА максимальный ток – 175 А. Учитывая ПВ аппарата в 60%, можно сказать, что оптимальные условия работы для него – это сварка электродами диаметром 2-3 мм, при длительной работе с электродами большего диаметра уже придется делать паузы для охлаждения. К счастью, встроенная защита от перегрева автоматически отключит аппарат, если не остановиться вовремя. Безопасность работы обеспечивает возможность включения режима VRD.
Работа с аргоновой горелкой возможна только на постоянном токе (режим TIG DC) как в двухтактном, так и в четырехтактном режимах. Осциллятора для бесконтактного розжига в конструкции инвертора не предусмотрена, разжечь дугу нужно касанием (TIG Lift).
Жалоб на надежность аппарата нет. Учитывая цену аппарата, он мог бы стать лидером рейтинга, если бы не специфичное управление, меньший запас по току в режиме электросварки и срок гарантии всего в 2 года.
Основные плюсы:
Многофункциональность.
Удобство для неопытных сварщиков: параметры сварки выставляются автоматически.
Минусы:
Специфическое управление.
9.9 / 10
Рейтинг
Отзывы
Я редко меняю режимы работы, «настроил и забыл», поэтому не могу сказать, что управление здесь такое уж неудобное. А сам полуавтомат хорош: варить им легко, швы отличные.
Если полуавтомат выбирается для больших объемов работ, стоит задуматься о приобретении аппарата, рассчитанного на массивные катушки – это заметно снизит затраты на проволоку. Обычно полуавтоматы, рассчитанные на 20-килограммовые бобины – это массивные сооружения на колесных тележках, рассчитанные на трехфазную сеть питания. Но есть и исключения: Speedway 200, произведенный китайской компанией Riland для отечественного бренда Aurora, не только рассчитан на однофазное питание, но и выдерживает падение напряжения в сети до 140 вольт. Поэтому владельцам автосервисов и небольших фирм, занимающихся производством металлоконструкций, стоит обратить внимание на этот аппарат.
Полуавтомат имеет классические механические регуляторы, ток и напряжение дуги отображаются на цифровых индикаторах. В режиме MIG аппарат, имеющий ПВ 60% при токе в 200А, сможет практически безостановочно работать с наиболее ходовыми диаметрами проволоки – 0,8 и 1,0 мм, возможно и использование проволоки 1,2 мм. Доступна гибкая регулировка индуктивности. В режиме ММА основными рабочим диаметрами электродов станут 3 и 4 мм, но аппарат без проблем сможет длительно варить и «пятеркой».
Конечно, габариты этого полуавтомата делают его достаточно специфичным товаром, но это не может быть поводом для снижения рейтинга. Итог – заслуженное третье место.
Основные плюсы:
Использование больших бухт проволоки.
Мощный механизм протяжки.
Возможность работы с проволокой 1,2 мм.
Минусы:
Солидные габариты.
9.8 / 10
Рейтинг
Отзывы
Для моих объемов работы (я – профессиональный сварщик) этот полуавтомат подошел как нельзя лучше. Работаю по 6-8 часов в день, никаких проблем с ним не возникает.
Четвертое место занимает не российско-китайский аппарат, а чистокровный «европеец» - сварочный полуавтомат Fubag из Германии. Здесь простота и не самые впечатляющие параметры компенсируются признанной надежностью.
Этот аппарат – самый мощный из полупрофессиональной серии IRMIG. В режиме ручной дуговой сварки максимальный ток этого инвертора – 170 А, но в таком режиме его не получится длительно эксплуатировать: ПВ на этом токе всего 20%. Оптимальными для IRMIG 200 будут электроды диаметром 2-3 мм: неизбежных перерывов на замену электрода и отбитие шлака инвертору будет достаточно для охлаждения.
Впрочем, основное предназначение обсуждаемого инвертора – это полуавтоматическая сварка. Здесь к нему претензий нет: проволокой 0,8 мм он может варить без перегрева очень долго (стопроцентный ПВ достигается при 90 А – нормальный режим для сварки такой проволокой).
Органы управления просты и понятны: выключатель питания, переключатель режима работы, регуляторы тока и скорости подачи проволоки. Полярность переключается при снятой боковой крышке.
Если предполагается именно длительная работа с тонколистовым железом и лишь изредка – ручная сварка (классический пример – автосервис), то сварочный полуавтомат Fubag IRMIG 200 станет лучшим выбором. На вершину рейтинга этому, бесспорно, высококачественному и надежному полуавтомату не дала подняться только узкая направленность работы.
Основные плюсы:
Надежная конструкция.
Простота настройки.
Минусы:
Невозможность полноценной ММА-сварки в больших объемах на высоком токе.
9.7 / 10
Рейтинг
Отзывы
Когда я только начинал заниматься автомобильной «жестянкой», мне посоветовали именно этот аппарат. И он ни разу меня не подвел, хотя проволоки мы с ним нажгли уже, наверно, не один десяток километров.
Если наличие дополнительных режимов сварки не является принципиальным и аппарат приобретается исключительно для работы с проволокой, присмотритесь к Overman 200. Этот сварочный аппарат, как и вся линейка Overman, может похвастаться не такими и частыми в своем ценовом сегменте возможностями: диапазон рабочих напряжений у него имеет рекордный нижний порог в 140В, а при работе с металлом разной толщины можно быстро подстроить вольтамперную характеристику регулятором индуктивности.
Работать Overman 200 может со всеми видами проволоки, включая алюминиевую. Интересной особенностью аппаратов этого семейства можно назвать раздельную регулировку тока и напряжения дуги – обычно у полуавтоматов есть лишь регулятор напряжения. Но есть здесь и своя ложка дегтя: при разработке линейки Overman инженеры отказались от плавной ручной регулировки скорости протяжки проволоки, установив вместо ручки регулятора двухпозиционный переключатель «быстро-медленно». Поэтому суммарный балл по совокупности качеств приходится снизить.
Основные плюсы:
Устойчивость к перепадам напряжения.
Гибкость настроек.
Отличное соотношение цены и качества.
Минусы:
Грубое управление подачей проволоки.
Большие габариты и вес.
9.6 / 10
Рейтинг
Отзывы
При такой цене – отличное качество. Плюс к тому же без проблем работает от гаражной сети, хотя напряжение у нас скачет ужасно.
Еще один полуавтомат, рассчитанный на большие объемы работ и, соответственно, на применение массивных катушек проволоки. Дополнительных режимов сварки здесь, как и в Overman 200, нет – инвертор рассчитан исключительно на работу с проволокой.
ПВ 60% при токе в 200 А позволяет работать распространенными номиналами диаметров 0,8-1 мм без принудительных остановок. Инвертор имеет три регулировки: напряжения и тока дуги, а также индуктивности. Какого-либо регулятора скорости подачи проволоки здесь нет в принципе, подача подстраивается автоматически самой управляющей электроникой.
При работе на холоде возможно подключение обогрева редуктора: соответствующая розетка 36В выведена на заднюю стенку аппарата.
Основные плюсы:
Гибкие настройки.
Работа с 15-килограммовыми бухтами.
Минусы:
Отсутствие подстройки скорости протяжки проволоки.
Высокая цена.
9.5 / 10
Рейтинг
Отзывы
Приобрел аппарат в свой сервис, цена для меня была не главным – на первом месте стояла надежность. Простои на ремонт мне ни к чему.
Серия INMIG – это многофункциональные сварочные аппараты для профессионального применения, «двухсотая» модель из них является младшей в серии. Этот аппарат, помимо модного сейчас «синергетического управления», может похвастаться богатым набором режимов работы:
Полуавтоматический режим MIG/MAG с программно заданными параметрами подачи проволоки и горения дуги – пользователь указывает тип материала и диаметр используемой проволоки. Доступен режим сварки короткими швами SPOT – автоматика независимо от положения клавиши на горелке останавливает подачу проволоки через заданное время. Это удобно при сварке конструкций, не требующих герметичности шва: длинные стыки каркасов, кузовной ремонт и так далее.
Сварка штучным электродом ММА при токе до 170 ампер, предусмотрено включение режима VRD. Характеристики форсажа дуги имеют плавную настройку.
Сварка в аргоновой среде TIG может производиться с током до 200 А. Розжиг осуществляется касанием.
Увы, нельзя назвать этот полуавтомат удачным: помимо низкого значения ПВ (длительная непрерывная работа возможна только с проволокой диаметром 0,8 мм или двухмиллиметровыми электродами), многие пользователи отмечали и склонность аппарата к отказам при резких падениях напряжения. Для сварочного аппарата, который позиционируется как профессиональный, подобное неприемлемо – отсюда и сниженный рейтинг.
Основные плюсы:
Многофункциональность, гибкие настройки.
Доступная цена.
Минусы:
Достаточно чувствительная к условиям работы конструкция.
Малый коэффициент ПВ.
9.4 / 10
Рейтинг
Отзывы
Аппарат достойный, цена при этом доступная. На надежность пока нет поводов жаловаться, хотя на форумах часто пишут о том, что со слабой сетью они ломаются. Тьфу-тьфу, не проверял.
Лучшие недорогие сварочные полуавтоматы
Этот сварочный полуавтомат является одним из лучших представителей бюджетного сегмента. Его главное достоинство – способность выдерживать просадки напряжения до 160 вольт, при этом он имеет небольшую потребляемую мощность – не более 5,4 кВт. Поэтому для использования в гараже ИС 220П – достаточно хороший выбор.
Максимальный сварочный ток этого полуавтомата – 180 А, при этом ПВ достигает 80% благодаря хорошо продуманному охлаждению. Работа с проволокой диаметром до 1 мм будет достаточно комфортной.
Нужно отметить заботу создателей полуавтомата об эргономике: регуляторы напряжения и скорости подачи проволоки расположены на наклонной панели, пользоваться ими удобно как сидя, так и стоя.
Кроме того, продукция под маркой Elitech, несмотря на традиционно китайское происхождение, имеет хорошие отзывы о надежности. Пугаться азиатского происхождения в этом случае не стоит.
Основные плюсы:
Экономичный расход электроэнергии.
Компактные размеры.
Доступная цена.
Минусы:
Минимум настроек по сравнению с конкурентами той же цены.
9.0 / 10
Рейтинг
Отзывы
Отличный помощник для гаражного мастера. Захлебываться и рвать шов при скачках напряжения не начинает, цена вполне по карману.
Выбирая универсальный бюджетный сварочный полуавтомат, можно обратить свое внимание на инверторы Foxweld. Данный полуавтомат не относится к числу самых мощных – его максимальный выходной ток 160А, а ПВ – 60%. Между тем, для обычных гаражных работ, когда работа на больших токах требуется редко, он вполне подходит.
Говоря о достоинствах Intermig 160 Combi, нужно упомянуть удобное управление: цифровой индикатор сварочного тока позволяет регулировать его быстро и точно. Инвертор экономичен (потребляемая мощность в режиме ММА – не больше 4,6 кВт, в режиме MIG – 3,8 кВт) и может работать при резких скачках напряжения, качество шва остается высоким по меркам бюджетных полуавтоматов.
Инвертор поставляется в комплекте с подогреваемым редуктором для газового баллона, что тоже является плюсом при выборе аппарата в неотапливаемый гараж: не потребуются дополнительные траты, полуавтомат сразу может использоваться при низких температурах. Входящая в комплект горелка имеет достаточно длинный рукав в 2,5 м.
Основные плюсы:
Экономичность.
Доступная цена.
Минусы:
Малоизвестная марка, нет развитой дилерской и сервисной сети.
Малый запас по току.
8.7 / 10
Рейтинг
Отзывы
Лучший сварочный полуавтомат для гаража, шов не хуже, чем у более дорогих полуавтоматов. Пробовал варить порошковой проволокой без смены полярности (тут это сделано неудобно) – и, надо сказать, вышло не так уж и плохо!
Из линейки «Ресанты» это один из самых распространенных и популярных полуавтоматов. К его достоинствам стоит отнести достаточно большой запас по току – 200А, при этом ПВ – 70%. При сварке миллиметровой проволокой аппарат не перегревается.
С другой стороны, цена этого полуавтомата может показаться завышенной, особенно, если учесть не самые лестные отзывы о качестве продукции этой фирмы. Особенно это заметно на фоне характеристик уверенно завоевывающих популярность AuroraPRO Overman, которые при той же цене могут похвастаться и более гибкими настройками, и превосходящей надежностью.
Комплектация полуавтомата также не самая лучшая: штатная горелка, хотя и подключается к стандартному евроразъему, для многих работ окажется коротка – ее рукав имеет длину всего 2 метра. Самым же очевидным указанием на качество сборки является то, что шкалы на лицевой панели перепутаны местами: регулятор напряжения на самом деле регулирует скорость протяжки, и наоборот.
Основные плюсы:
Достаточно большой запас по току.
Минусы:
Бросающаяся в глаза халатность производителя.
Чувствительность к пыли.
Завышенная цена.
8.2 / 10
Рейтинг
Отзывы
Не спорю, полуавтомат варит, но и все. При наличии достойного выбора купил бы более качественно сделанный, это точно.
Бюджетный инвертор от известного производителя, компактный и удобный в эксплуатации. Предназначен для сварки постоянным током в среде защитных газов (углекислота, аргон). Пожалуй, это самая доступная по цене модель в линейке инверторных полуавтоматов. Увы, не блещет он и своими характеристиками: при ПВ 70% и максимальном токе 160А его применение стоит ограничить проволокой 0,8 мм в режиме MIG и электродами не толще 3 мм в режиме ММА. Отзывы о надежности традиционно для этой марки не внушают оптимизма.
Полуавтомат может использовать как обычную, так и флюсовую проволоку. Механизм смены полярности выполнен традиционно – в виде переключаемого вывода питания горелки на лицевой панели.
Нельзя сказать, что полуавтомат вышел удачным: по сравнению с предыдущей серией в низком корпусе, обновленная САИПА-165 стала излишне плоской и высокой. Неустойчивость может сыграть злую шутку при необходимости работы рядом с аппаратом (например, при сварке под днищем автомобиля, поднятого на подъемнике) – достаточно немного зацепить корпус, чтобы полуавтомат упал на бок. Надежности ему это явно не прибавит. Кроме того, «Ресанта» по-прежнему упорно отказывается использовать стандартный евроразъем рукава сварочной горелки – заменить штатную двухметровую горелку более длинным и качественным изделием не так просто. Даже само отсоединение рукава у «Ресанты» достаточно неудобно – отсюда, кстати, и пошли рассказы о полуавтоматах со «встроенным» рукавом.
Основные плюсы:
Минусы:
Низкая надежность.
Неудобное и непрактичное подключение рукава.
Трудность в получении качественного шва по сравнению с более дорогими моделями.
7.0 / 10
Рейтинг
Отзывы
Покупал для нечастого применения, поэтому не хотел покупать дорогой аппарат. Увы, прогадал: при низком напряжении в сети варит отвратительно, да и в ремонт уже успел свозить.
Итак, ассортимент сварочной техники сегодня настолько велик, что позволяет подобрать лучший сварочный полуавтомат с оптимальным соотношением стоимости и функций. При составлении рейтинга учитывались и потребительские качества, и цена, и распространенность моделей. По этой причине в него попали как профессиональные аппараты, так и откровенно любительские, но популярные в торговых сетях.
Не стоит голосовать при выборе полуавтомата кошельком: мы достаточно убедительно привели пример того, как более дорогой аппарат может оказаться хуже менее известного, но при этом еще и более дешевого.
Обновлено: 18.02.2018
www.expertcen.ru
Как выбрать сварочный полуавтомат
Если вы решили купить сварочный полуавтомат, то наверняка у вас вставал вопрос – как выбрать? Какой сварочный полуавтомат оптимально подойдёт вам по цене и качеству? Какими функциями и свойствами он должен обладать, чтобы справиться с вашими задачами?
Прежде, чем заняться непосредственно выбором сварочного полуавтомата, полезно ответить на ряд сопутствующих вопросов.
Шаг 1. В каких условиях вы будете работать?
А) если это «полевые» условия, либо сварка на открытом воздухе, то наиболее экономичным способом будет покупка сварочного инверторного аппарата для ММА сварки (или сварки покрытыми электродами).
При использовании высококачественных электродов соответствующих марок, вы сможете сваривать: черные стали, нержавейку, алюминий, медь, бронзу, чугун.
Б) если вам необходим аппарат для высококачественной сварки алюминия или нержавейки, то остановите свой выбор на сварочном инверторе для аргоновой сварки неплавящимся (вольфрамовым) электродом серии ТIG AC/DC. Cварка алюминия производится на переменном (AC) токе, сварка нержавейки - на постоянном (DC) токе.
В) Полуавтоматическая (MIG/MAG) сварка является самым высокопроизводительным способом сварки и при правильном выборе аппарата позволяет варить все виды металлов и сплавов.
Шаг 2. Для каких целей вы хотите купить сварочный аппарат?
А) Если это ваше «хобби» - вы можете купить китайский сварочный аппарат. При условии использования высококачественных сварочных материалов вы получите хорошие результаты.Б) Если же вы ищете вариант профессионального сварочного оборудования, которое будет использоваться для производственных целей, то вам надо далее внимательно прочитать данную статью.
Некоторые основные характеристики, на которые следует обращать внимание при выборе сварочного полуавтомата.
Для высококачественной полуавтоматической сварки РЕКОМЕНДУЕМ КУПИТЬ:
4. Сварочная проволока для полуавтоматической сварки
5. Фильтровентиляционное оборудование
Что означает MIG/MAG
MIG – MetalInertGas. Металлические элементы свариваются в инертных газах (сварка в аргоне или в смеси газов). Для полуавтоматической сварки наиболее часто выбирается смесь газов – 80% аргона и 20% углекислого газа. Выбор данной смеси не случаен, так как процесс сварки становится проще, шов получается более качественным, и часто не требуется дополнительная обработка. Чем толще элемент и больше сила так, тем больший процент углекислого газа может содержать смесь.
MAG – MetalActiveGas. Металлические элементы свариваются в активном газе. Наиболее экономный вариант – углекислый газ. Но экономия отразится на качестве шва: металл разбрызгивается, шов получается «чешуйчатым», околошовная зона имеет дефекты, которые после бывают проблематичны для удаления. Шов требует дополнительной обработки. Если такой шов не зачистить – со временем он начнёт ржаветь.
Однако стоит отметить, что углекислый газ вполне успешно можно применять при работе с низкоуглеродистым и сталями.
Обращаем внимание на напряжение сети: 220В/380В. Также определитесь с питающим напряжением.
Однофазный или трёхфазный полуавтомат
Такой вопрос может возникнуть при выборе профессионального полуавтомата. Если у Вас однофазная сеть 1х220В, то естественно выбор падает на однофазный полуавтомат на 220В. Если у вас трёхфазная сеть (3х380В) то можно выбрать как однофазный на 220В, так и трёхфазный на 380В.
И все же, имея трёхфазную сеть, лучше выбирать трёхфазный полуавтомат. Трёхфазные полуавтоматы равномерно загружают все фазы сети, не создают её перекоса, меньше токовые нагрузки на каждую фазу. Процесс сварки трёхфазным полуавтоматом значительно стабильней с лучшим качеством формирования сварного шва.
Полуавтоматы промышленного класса выпускаются только для сети 3х380в, в силу большой потребляемой мощности и требований по стабильности и качеству сварки.
Обращаем внимание на толщину свариваемого металла. Чтобы выбрать диаметр сварочной проволоки и сварочный ток, зная примерную толщину свариваемых изделий, воспользуйтесь данными из таблиц (см. табл. 1 и табл. 2)
Ориентировочные режимы полуавтоматической сварки в углекислом газе и смеси аргона с углекислым газом углеродистых и низколегированных сталей.
Толщина металла, мм
Диаметр электродной проволоки, мм
Сварочный ток, А
Напряжение на дуге, В
Скорость сварки, м/ч
Расход газа, л/мин
0,5...1,5
0,6
40...100
16...20
25...35
6...7
0,8...2,5
0,8
50...180
17...25
22...32
7...12
1,0...4,0
1
60...250
18...28
20...30
8...16
1,5...8,0
1,2
70...350
18...32
18...28
9...20
2,0...20
1,6
100...500
20...36
16...25
10...22
ВНИМАНИЕ: Сварку металла толщиной более 5 мм необходимо производить в два слоя (прохода) и более.
Зависимость параметров полуавтоматической сварки плавящимся электродом в защитных газах от диаметра электродной проволоки.
Параметр режима
Диаметр электродной проволоки, мм
0,6
0,8
1
1,2
1,6
Сварочный ток, А
30...100
50...180
60...250
70...350
100...500
Напряжение на дуге, В
16...20
17...25
18...28
18...32
18...36
Вылет электрода, мм
6...10
8...12
8...14
10...15
14...25
Расстояние между соплом и изделием, мм
5...15
5...15
8...18
8...18
15...25
Обратите внимание на ПВ - продолжительность включения
Принято разбивать работу сварочного аппарата циклами по 10 минут. Для примера, если в инструкции на сварочный аппарат стоит ПВ 40% 300А, это значит, что при токе в 300А, сварочный аппарат может работать не более 4 минут, остальные 6 минут сварочный аппарат должен отдыхать. Далее точно такой цикл - 4 минуты работаем, 6 минут отдыхаем.
Номинальный сварочный ток - это ток, при котором полуавтомат не будет перегреваться, с учетом соблюдения ПН (%), т.е. в повторно-кратковременном режиме.
Если вы определили, что для ваших условий рабочий ток будет 80-100А (например, для сварки проволокой 0,8 мм деталей толщиной 2-3 мм), а режим сварки - высокой продолжительности (ПВ= 60%), то РЕКОМЕНДУЕТСЯ выбирать полуавтомат с запасом не менее 50% по току (мощности), т.е. с номинальным током 160 - 200А.
ВНИМАНИЕ: Работа при максимальных значениях сварочного тока может привести к перегреву и выходу из строя силовой части полуавтомата!
При использовании питающих кабелей длиной более 15 м, особенно малого сечения, при снижении напряжения в сети до 180 -190В, мощность, как правило, падает и сварочный ток будет ниже расчетного.
Какой сварочный полуавтомат лучше - трансформаторный или инверторный
В связи с увеличением объемов производства инверторных полуавтоматов, удешевлением производства силовых транзисторных модулей, цена инверторного полуавтомата становится сопоставимой с ценой классических трансформаторных моделей полуавтоматов.
Цифровая индикация, контроль тока и напряжения, защита от перегрузки
Цифровые приборы на лицевой панели полуавтомата (амперметр, вольтметр) облегчают настройку и контроль режимов сварки, могут показывать УСТАНОВЛЕННОЕ и ФАКТИЧЕСКОЕ значение тока и напряжения.
Ступенчатая или плавная регулировка
При выборе промышленного полуавтомата часто возникает вопрос: что лучше - ступенчатая регулировка сварочного напряжения на источнике или плавная. Однозначно на этот вопрос ответа нет. Если при сварке металлоконструкций сварщику часто необходимо менять режим сварки, а источник сварочного тока находится на большом расстоянии от сварщика (15м и более), то логично выбирать источник (выпрямитель) с плавной дистанционной регулировкой напряжения потенциометром на механизме подачи. Такие источники могут быть тиристорными, инверторными или чопперными.
Если сварщик без особых перемещений может регулировать напряжение сварки на источнике сварочного тока (например, когда механизм подачи установлен на источнике), а также, если сварщик выполняет однотипные швы, работая в выбранном режиме длительное время, в этом случае можно остановиться на ступенчатой регулировке.
Преимущество источника со ступенчатой регулировкой заключается в том, что переключение производится с фиксацией в выбранном положении переключателя напряжения и практически невозможно случайно нарушить заданное напряжение на дуге. Кроме этого, ступенчатые источники надежные, неприхотливые и имеют высокую ремонтопригодность. Они используются для самых тяжелых условий эксплуатации.
ПОЛЕЗНЫЕ СОВЕТЫ
Если при сварке не требуется особого качества работ, а аппарат работает в три смены в тяжелых условиях, остановите свой выбор на традиционных трансформаторных полуавтоматах.
Учитывайте возраст сварщика, который будет работать на этом аппарате. Опытные сварщики, как правило, достигают отличных результатов на привычном для них не инверторном оборудовании.
Ремонт трансформаторных сварочных аппаратов обычно дешевле. При выходе их строя "сердца" инверторного сварочного аппарата – модуля I.G.B.T. – придется заплатить от 1/3 до половины стоимости самого аппарата.
Инверторы больше других аппаратов боятся пыли. Особенно это касается производства и строительства. Инвертор нужно чистить и продувать гораздо чаще других сварочных аппаратов.
Электроника «не любит» температур ниже нуля градусов. А эксплуатация при -15 С и ниже может «убить» аппарат. Хранение сварочного инвертора в гараже также нежелательно.
Прежде чем купить сварочный аппарат поинтересуйтесь у продавца наличием сервисного центра. Поинтересуйтесь наличием на сервисе плат (наиболее частая и дорогая поломка) на интересующий вас аппарат. Если сервис на вопрос о запчастях затрудняется ответить что-либо вразумительное: когда может быть, цена, откуда завозится и т.д. – от покупки лучше воздержаться.
Каждые 1000 Евро стоимости сварочных работ при MIG/MAG процессе могут быть разделены на следующие части:
30% стоимость газов
25% сварочная проволока
25% оплата труда сварщиков
5% оборудование и принадлежности (стоимость полуавтомата, горелки, баллонов и т.п.)
15% стоимость электроэнергии
Как видно, стоимость оборудования незначительно влияет на общую стоимость сварочных работ. В связи с этим есть смысл покупать оборудование, использующее новейшие разработки. Даже при большей стоимость оборудования (инверторные аппараты в несколько раз дороже традиционных), уменьшение расходов на электроэнергию даёт суммарную экономию общей стоимости работы на 5-8%.
Технические специалисты компании ПромСварка окажут помощь в выборе подходящего Вам оборудования и его доставку в Минск.
Mitsubishi Pajero Sport: удар по Prado? В редеющем, но популярном у нас сегменте рамных вседорожников появился сильный игрок – легендарный Mitsubishi Pajero Sport третьего поколения, который полностью затмил предшественника. Но хватит ли пр...
Toyota Corolla: юбилею посвящается В честь 50-летнего юбилея своей популярной модели компания Toyota обновила мировой хит под названием Corolla. По традиции рестайлинг подчеркнул преимущества бестселлера. Внешний вид стал более выразит...
 Добавить сайт в избранное
Добавить сайт в избранное














 Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату. У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета. 
 Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён. Сварочные швы в разрезе
Сварочные швы в разрезе
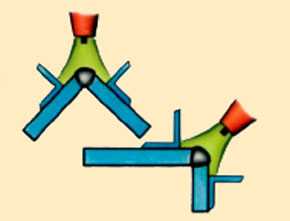

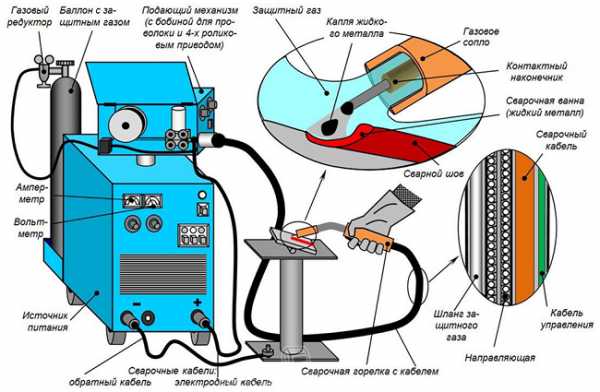
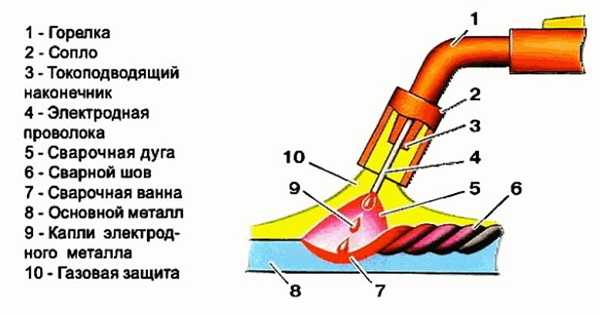
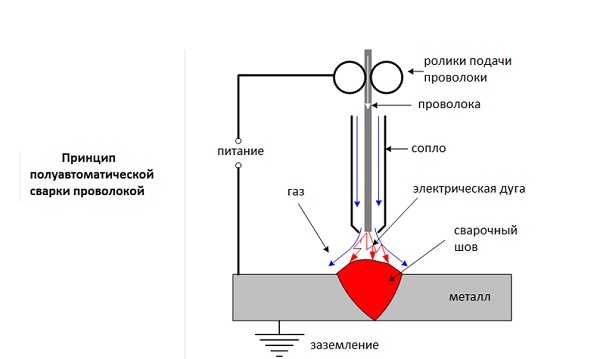

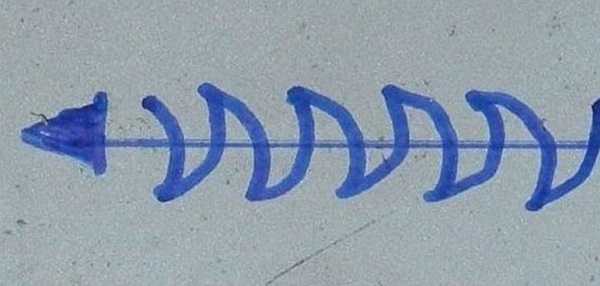

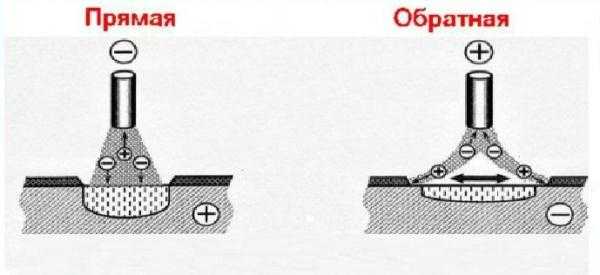










 Если вы решили купить сварочный полуавтомат, то наверняка у вас вставал вопрос – как выбрать? Какой сварочный полуавтомат оптимально подойдёт вам по цене и качеству? Какими функциями и свойствами он должен обладать, чтобы справиться с вашими задачами?
Если вы решили купить сварочный полуавтомат, то наверняка у вас вставал вопрос – как выбрать? Какой сварочный полуавтомат оптимально подойдёт вам по цене и качеству? Какими функциями и свойствами он должен обладать, чтобы справиться с вашими задачами? 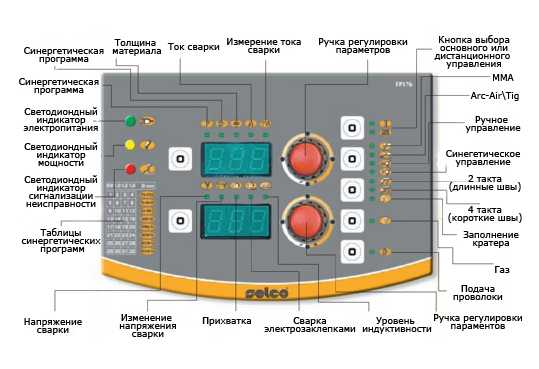










.jpg)





