Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, 
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке.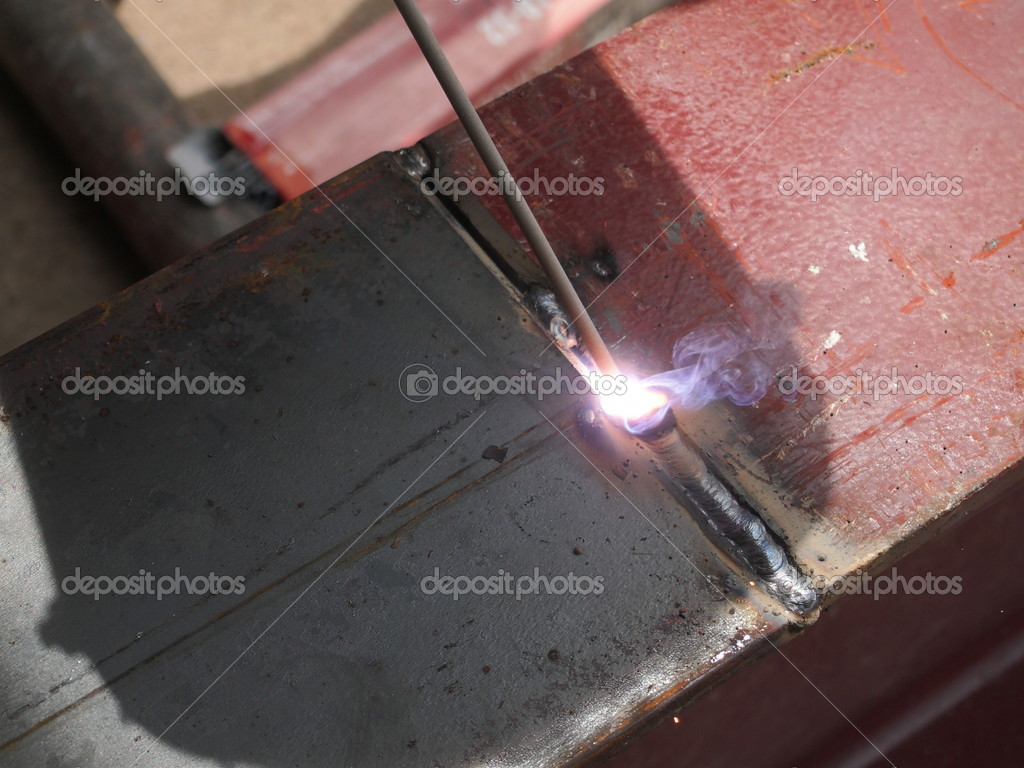 Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
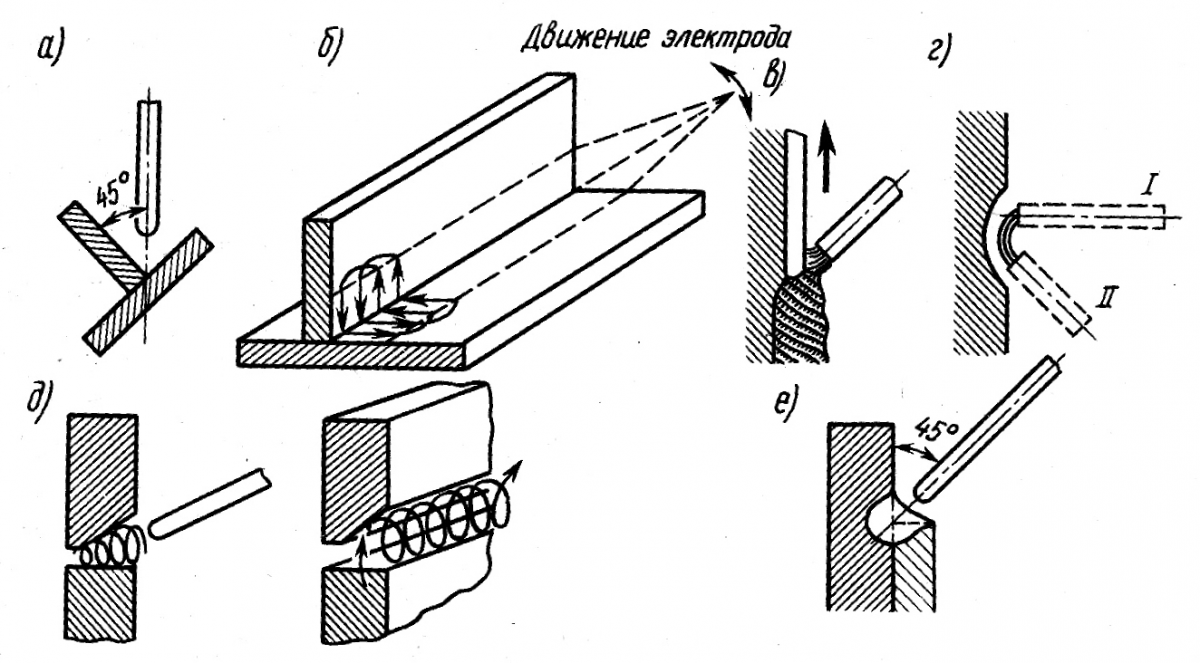
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире.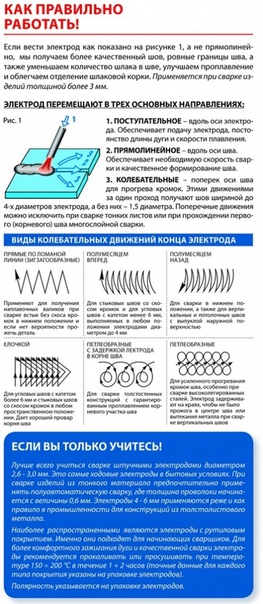 Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Сварка полуавтоматом для начинающих — видео
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка полуавтоматом, видео уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.
- Начинаем сам процесс с помощью сварочного аппарата. Способы сваривать металл мы рассмотрим ниже.
Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, видео можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, видео о ней, можно изучив так называемое пособие для чайников.
Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – видео онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.
Техника безопасности – обязательное условие для сварки непрофессионалами
Подборку видеоматериалов по теме самостоятельной сварки можно без труда найти в интернете. Любой материал расскажет, как проходит сварка полуавтоматом, видео уроки помогут лучше разобраться в этом процессе. Но, главное, не забывать о правилах безопасности.
Техника безопасности очень важна и порой помогает сохранить здоровье человека, поэтому не стоит ей пренебрегать. Основные правила:
- иметь защитную маску, которая предотвращает попадание искр на участки кожи лица и в глаза;
- специальные перчатки, которые должны быть прорезинены и отличаться высоким качеством, иначе можно повредить руки;
- огненепроницаемая одежда и обувь. Обувь должна иметь резиновую подошву, а кроме того, в ходе работы под ноги кладется резиновый коврик.
Итак, теперь мы знаем, что такое безопасная сварка полуавтоматом для начинающих, видео уроки помогли изучить основы техники безопасности.
В чем разница между ручной и автоматической сваркой, что такое ручная дуговая сварка, сварочный аппарат, сварка полуавтоматом, видео уроки помогут ответить на все эти вопросы.
Любители работать дома, что-то мастерить и варить, обычно имеют в своем арсенале инструментов самый простой сварочный аппарат. Этого вполне достаточно для работы в домашних условиях. Не нужно запасаться профессиональными аппаратами и тратить на них огромные суммы.
Безусловно, такие приборы выполнят работу качественнее, но видео уроки сварки полуавтоматом, помогут разобраться и обойтись недорогим аппаратом.
Классификация сварочных аппаратов. Инструкция по использованию
Прежде, чем приступать к работе, нужно изучить виды сварочных аппаратов и принципы их действия. Правильный подход и хорошая подготовка помогут избежать травм и качественно выполнить работу.
По типу проволоки различают:
- универсальные аппараты;
- соединяющие стальную проволоку;
- соединяющие алюминиевую проволоку.
По уровню защиты, они классифицируются на:
- в газах защиты;
- защищены слоем флюса;
- защищены с помощью порошковой проволоки.
По характеру перемещения бывают:
- передвижные;
- стационарные;
- переносные.
Для того, чтобы качественно и правильно варить металл, чтобы результат был долговечен, нужно соблюдать правила, прописанные в инструкции: правильно подбирать режимы, настраивать скорость, нужные параметры и обязательно изучить технику безопасности.
Следуя инструкции, можно выбрать вид сварочного аппарата и метод самой сварки.
Как видим, техника достаточно проста и научиться этому процессу можно самостоятельно, просмотрев курс видео уроков.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Особенности сварки газом с помощью полуавтомата для начинающих, видео
Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.Для работы сварочного полуавтомата разработан механический способ подачи в рабочую зону проволоки, применяемой в качестве электрода. Проволоку изготавливают из специально разработанного сплава. Оборудование является простым в эксплуатации и его может с успехом освоить каждый новичок.
Особенности работы
Для тех, кто не имеет большого опыта, лучшим способом освоить соединение металлов является сварка полуавтоматом для начинающих. Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
- прибор преобразования напряжения в сети до нужных параметров;
- горелка сварочная для среды углекислого газа;
- механизм для постоянного передвижения проволоки;
- автоматическая система поступления газа.
Принцип действия
Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.Среда с инертными показателями создается применением определенных газов. К ним относят аргон, гелий, углекислый газ или их смешанные составы. Чаще всего применяется аргон и углекислый газ для придания сварочному процессу инверторного способа, если такой необходим в процессе. Рабочим источником питания является постоянный ток обратного направления, при этом на деталь подается отрицательный импульс. Применение газа усложняет сам процесс работы, но качество получаемого шва перекрывает небольшое неудобство. Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Разновидности работы сварочных полуавтоматов
Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.Для сварки различных металлов иногда применяется стальная проволока, соединение других деталей требует применения проволоки из алюминия. Некоторые ответственные производственные этапы требуют использования проволоки универсального состава, определенного в производственных документах. Защита шва во время его создания выполняется тремя основными способами:
- выбирается способ использования флюсовой реакции;
- сварочный полуавтомат работает в среде углекислого газа;
- сварка производится с помощью порошкового электрода в виде проволоки.
Классификация выбранного оборудования выделяет три типа, отличающего агрегаты друг от друга:
- в зависимости от разновидности применяемой проволоки;
- от варианта защиты полученного сварного шва;
- по виду перемещения проволоки и горелки.
Характеристика работы позволяет разделить сварочное оборудование для сварки на три вида:
- стационарные агрегаты, установленные для продолжительного использования;
- передвижное оборудование на небольшие расстояния;
- переносные компактные приборы для бытового использования.
Соединение металлов при помощи полуавтомата
Начало работы
Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.Перед сваркой очищают место прокладки шва, кромки зачищаются болгаркой. Сначала устанавливают бухту с проволокой и проверяют возможность беспрепятственного нормированного попадания флюса. Состыковывают две поверхности в намеченных местах и прижимают их зажимами. После этого нужно пустить электрический отрицательный заряд на одну из приготовленных поверхностей.
Процесс сварки
Ставим переключатель полуавтомата в положение «три» и выбираем оптимальную подачу. Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Имеет значение модель аппарата и вид проволоки, применяемой в качество электродов, которые подбирают под вид металла. Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Это поможет получить качественное герметичное соединение.
Порошковая проволока имеет большую хрупкость и малую толщину стенки, следовательно, малую жесткость конструкции. При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
Выбор режима полуавтоматической сварки
При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.Для выполнения соединения металла с помощью сварки нужно следить за расходом и поступлением газа. Напор газа не делается большим. Он только обдувает место сварки с негромким шипением, но не вылетает из горелки под давлением. Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Сварка своими руками
В начале работы следует определить и подобрать силу тока, зависящую от толщины соединяемого металла. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату. Снижение силы тока приводит к уменьшению производительности сварочного полуавтомата.
Настраивают необходимую скорость подачи проволоки к автомату, это делают подбором разного типа шестеренок, продаваемых вместе с агрегатом. Выбирают необходимую величину напряжения тока.
Для определения правильности подбора вышеуказанных параметров делают пробную сварку на участке металла с подобными характеристиками. Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Выбирают положение «вперед» на переключателе подачи проволоки и наполняют флюсом приемную воронку. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Открыть заслонку для флюса, нажать «пуск» и выполнять касательные движения к месту предполагаемого шва для зажигания дуги.
Особенности сварки алюминия
На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.Следить за качеством шва при сварке алюминия очень сложно, сильное подогревание приводит к хрупкости кромок, которые разрушаются. Проследить степень нагревания металла очень трудно, так как он не меняет цвет при подогреве. Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Алюминий и его сплавы отличаются большим коэффициентом расширения, но при этом имеют низкую упругость. Чтобы избежать деформации, детали предварительно подогревают или производят сварку с оптимальными параметрами.
В процессе остывания металла шва происходит растрескивание, вызванное деформации при остывании материала ванны. Чтобы избежать разрушительного явления, в материал шва добавляют пластификаторы, а соединения алюминия не располагают близко друг к другу.
Для алюминиевой сварки лучше использовать механизм подачи проволоки тянущего типа. Провариваемая глубина напрямую зависит от силы сварочного тока. Ширина шва не зависит от величины электрического тока. На увеличение провариваемой глубины влияет уменьшение диаметра электрода, что особенно проявляется при невысоко силе тока. При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
Применение в быту полуавтомата для сварки очень эффективно, так как он не требует большого потребления тока, может варить все металлы без исключения и пользоваться таким агрегатом может каждый желающий научиться сварке.
Оцените статью: Поделитесь с друзьями!Как работать сварочным полуавтоматом: виды, режимы, применение
Среди достаточно большой разновидности аппаратов для сварки, недешевыми, но весьма практичными, удобными и многофункциональными являются сварочные полуавтоматы.
Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку, как цветного, так и черного металлов.
Сварка полуавтоматом осуществляется при помощи углекислого газа либо аргона. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Принцип работы сварочного полуавтомата
Выражаясь техническим языком, полуавтоматическая сварка – это процесс, проходящий в среде защищенных газов при помощи плавящейся проволоки. Последняя обязательно должна быть сплошной.
Углекислый или инертный газ должен поступать из газового редуктора (баллона для сварки полуавтоматом) во время работы бесперебойно, его количество дозируется автоматически или вручную.
Сопротивление электрода намного ниже сопротивления дуги, выделение тепловой энергии оплавляет поверхности, с которыми и проводится работа – металл и непосредственно электрод. Жидкая металлическая масса как бы «склеивает» две части, отчего получается крепкий шов, один из самых надежных.
Если рассказывать все о сварке полуавтоматом, то стоит упомянуть профессиональную классификацию, которая делит этот вид оборудования по трем основным принципам:
По материалу, используемой проволоки:
- Стальная сплошная.
- Алюминиевая сплошная.
- Универсальная, применяется при всех видах сварки.
По принципам защиты сварного шва:
- В среде защитных газов.
- В самозащитной среде, создаваемой порошковой проволокой.
Регулярно работаете с металлом в домашних условиях? Узнайте, какой лучше выбрать сварочный аппарат для дома, чтоб он был компактным и надёжным.
А если нужно просто соединить несколько мелких деталей, будет достаточно холодной сварки. Узнайте по ссылке, как работает холодная сварка.
По размерам и возможности перемещения:
- Стационарные. Это большие по габаритам и мощные сварочные полуавтоматы, используемые в работе промышленных предприятий и на заводах.
- Передвижные. Достаточно немаленькое сварочное оборудование, которое мобильно может быть перемещено из одного цеха в другой.
- Переносные. К этой категории относятся, в основном, те полуавтоматы, которые изготавливают для бытового использования.
Режимы сварки
Режимы полуавтоматической сварки мастер выбирает, ориентируясь на толщину металла. Так, возможность сделать шов на металле, толщина которого от 0,5 до полутора миллиметров, осуществляется электродом с диаметром 6 миллиметров.
Работа с металлом более 5 миллиметров должна делаться, как минимум, в два этапа. Каждый из слоев нужно стараться накладывать строго друг на друга, тогда шов будет более качественным.
Минимальный расход газа при работе с самыми тонкими металлическими частями составляет от 5 до 7 литров в минуту. При работе таким оборудованием, железо, практически, не деформируется.
Это достигается за счет того, что зона теплового влияния необычайно узка, а скорость сварки полуавтоматом, напротив, очень высокая, что выгодно отличает данную технологию от плазменной или точечной сварки.
Как работать сварочным полуавтоматом
Учитывая, что полуавтоматом можно заварить, как очень тонкий металл, до полу миллиметра, так и достаточно толстый, до 4 сантиметров, стоит знать, что существует несколько основных технологий полуавтоматической сварки.
Стыковая. Очень актуальна при ремонтных работах автомобилей, когда какая-либо деталь меняется частично. Важно, чтобы при соединении зазоры между деталями отсутствовали.
В таком случае, как работать сваркой полуавтоматом? Ответ – сварка встык – это соединение точечным сплошным швом. Применяется этот метод при ремонте наружных частей кузовов и требует достаточно высокой квалификации от работника.
Внахлест. Этот способ самый простой. На подготовленную поверхность кладется кусок металла. Его заваривают, скорее всего, методом точечной сварки. Допустимо работать и методом, при котором получается сплошной шов.
По готовым отверстиям. Готовую заплатку с просверленными дырками приваривают к нужной части поверхности. Соединение происходит по подготовленным отверстиям.
В любом случае, что нужно для сварки полуавтоматом? Сам полуавтомат. Защитная маска и перчатки, немного терпения и масса желания. Особенно все это пригодится, когда проводится сварка полуавтоматом вертикальных швов.
При выполнении таких работ, горячий металл стремится скатиться вниз, поэтому нужно выставлять более короткую дугу. Тогда благодаря силе натяжения, металлические капли будут быстрее переходить из электрода в шов. Важно отводить электрод от шва, давая капле застыть.
Работа с полуавтоматическим оборудованием
Работа мастера при помощи полуавтоматического оборудования значительно облегчена. Поджиг дуги происходит быстро, не нужно постоянно менять электроды, нет необходимости затирать уже готовый шов от шлака.
Технология сварки полуавтоматом при помощи газа можно представить так:
- Созданное после включения полуавтомата напряжение проволоки (у нее стабильно одинаковая длина во время всего процесса) дает ей возможность пройти через газовое сопло.
- Происходит ее расплавление под действием электрической дуги.
- После чего осуществляется автоматическая подача тепловой энергии.
В отличие от классических трансформаторных аппаратов сварочный инвертор очень компактен, легок, и может подключаться к комнатной розетке. Читайте детальнее о преимуществах и использовании сварочных инверторов.
Сварка легкосплавных металлов, таких как алюминий, возможна не всеми аппаратами. Читайте подробнее тут, об особенностях сварки алюминия и других цветных металлов.
Для того чтоб защитить глаза во время сварки, рекомендуем использовать щиток сварщика хамелеон, детальнее по адресу.
Настройка работы аппарата
Мастер сам выбирает, как работать полуавтоматической сваркой, а именно скорость работы и высоту шва.
Большинство профессионалов умеют проводить настройку полуавтомата для сварки на слух.
- Газ должен шипеть, но негромко, а однородно.
- При это газ должен обдувать, а не дуть.
- Чтобы дуга не обрывалась, нужно выставлять проволоку вперед.
- Металл шва не должен закипать.
Если настройка проведена правильно, то дуга горит ровно, а процесс проходит почти без брызг.
Техника сварки полуавтоматом без газа несколько отличается от описанной выше. И главное отличие в том, что во время работы необходимо применять порошковую проволоку.
Проволока изготавливается с добавлением марганца или кремния. Ее предназначение – самозащита оборудования. Именно этот металл при нагревании сгорает и образует защитную среду, в которой и происходит создание нужного шва.
Полуавтомат для автомобильной сварки
Перечисленные выше принципы сварки полуавтоматом позволяют говорить об универсальности этого агрегата в нелегком деле ремонта автомобилей.
Кузовная сварка должна проводиться как можно точнее и с меньшими потерями для общей плоскости всего металла. Поэтому заваривать металл при помощи полуавтоматов – дело наиболее благодарное из всех возможных принципов починки кузова.
Углекислый газ, который защищает завариваемую поверхность от кислорода и азота, имеет еще возможность и окислять металл. Дабы минимизировать этот процесс при кузовных работах, используют проволоку, которая содержит медь, а также кремний или марганец.
При сварке кузова, чтобы положительный результат после процесса держался как можно дольше, лучше всего использовать точечный метод проведения работ.
Современные полипропиленовые трубы для водопровода, можно проложить даже самостоятельно. Узнайте, как использовать сварочный аппарат для полипропилена, для соединения труб своими руками.
Во время проведения сварочных работ важно правильно подобрать подходящие расходные материалы. В этой странице описано как происходит сварка сварочной проволокой.
Хотите приобрести сварочный аппарат для работы с разными видами металлов? Тут размещена информация обо всех видах аппаратов для сварки металла.
Специалисты утверждают, что таким образом можно намного продлить жизнь металлу. Заваривание заплатками может происходить разными способами.
Вот один из них, при котором не сложно осуществить сварку полуавтоматом даже для начинающих:
- Очень тщательно зачистить ржавчину, можно даже до настоящих дыр.
- Обработать поверхность преобразователем ржавчины, желательно, чтобы он не содержал кислоты.
- Затем нанести антикоррозийный спрей или грунт.
- Сделать выкройку завариваемой дырки из плотного картона. Важно, чтобы она была с каждой стороны на несколько сантиметров больше завариваемой дырки.
- Вырезать из подходящего металла, кусок по выкройке.
- По периметру готовой металлической заплатки, отступив от края по 1 сантиметру, сделать отверстия, расстояния между ними должны быть в пределах полутора 0 двух сантиметров.
- Наложить заплатку поверх дыры в металле и работать полуавтоматом по дыркам.
Теоретически не нужно даже зачищать готовый шов, а после его остывания можно уже приступать и к покраске «зашитой» части.
Сварочный полуавтомат отнюдь недешевая, но чрезвычайно нужная и доступная в освоении вещь. Полуавтоматом можно заварить, практически, любой вид металла, в том числе и цинк, причем без повреждения поверхности. Он обладает свойствами хорошей, качественной работы даже на загрязненных частях.
Этот вид оборудования снабжен устройством для дуговой сварки, которая дает возможность качественного выполнения всех видов сварочных работ.
Защитная газовая среда даже при нагревании до больших температур электродов и непосредственно металлических частей защищает их от агрессивной внешней среды, что в разы повышает качество шва.
Читайте также:
Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.
Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.
Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.
Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Сварка полуавтоматом для начинающих видео
В первую очередь для начинающих сварщиков нужно определиться с теми инструментами, которые должны быть под рукой. Для работы нужна болгарка и зачистным кругом, пару зажимов и дырокол, если вы будете заниматься ремонтом дверей или кузова. Ну и, конечно же, сам сварочный аппарат, желательно полуавтомат. Нужно помнить, что ручной, непромышленной сваркой можно варить металл, толщиной до 6 миллиметров.
Приступим к процессу самой сварки. Для начала обязательно нужно очистить метал на месте сварки, после чего разделать кромки болгаркой. Состыковываем одну заготовку с другой в месте будущего шва и фиксируем зажимами. Присоединяем провод массы (минуса) к одной из деталей заготовок.
Переключаем сварочный аппарат в не менее чем третье положение и ставим оптимальную подачу. Начинаем процесс сварки стык встык, делаем небольшие прихватки, а затем завариваем все заподлицо с плоскостью обеих деталей. Сам наконечник сварки нужно держать под углом к плоскости сваривания двадцать градусов. Также есть способы сваривания внахлест и под определенным углом, сваривать которыми еще легче.
При сварке полуавтоматом очень большое значение имеют качество сварочного аппарата и сами электроды, которые нужно подбирать под свариваемый металл. Самые распространенные это ОЗС-12 и МП-3, которые подходят практически для любой толщены металла, но у них есть один существенный недостаток – большое количество шлака.
Теперь самое главное. Ни в коем случае нельзя забывать о технике безопасности:
- У сварщика должна быть специальная защитная маска;
- Хорошо прорезиненные перчатки;
- Огненепроницаемая одежда;
- Надежная обувь с резиновой подошвой или резиновый коврик под ногами.
Соблюдая все правила, получиться все непременно главное старания и упорство.
Сварка полуавтоматом для начинающих видео уроки
http://www.youtube.com/watch?v=aDFeNxxTtYg
Сварка полуавтоматом для начинающих: особенности, безопасность, принцип
Полуавтоматическая сварка – это отличный агрегат для домашних мастеров, с помощью которого можно выполнить массу полезных операций. Этот вид рекомендуют для начинающих в сварочном деле, так как им работать проще всего, если сравнивать с ручным или автоматическим газовым аппаратом.
Полуавтомат позволяет работать с черными и цветными типами металлов. Чем же отличается этот вид от ручного агрегата? Во время работы электрод механическим методом подается в рабочую зону. В качестве основного материала используется проволока. Изучив данный материал, вы поймете принцип и особенности работ с полуавтоматическим аппаратом.
Начало работы
Состоит процесс из следующих последовательных этапов:
- Подготовка металла. Сварка начинается только после того, как рабочая зона и место контакта очищены от ржавчины, влаги, пыли и грязи. В противном случае варить вы не сможете.
- Кромки металла разделяются болгаркой. Заготовки необходимо зафиксировать и состыковать между собой.
- Далее идет проверка параметров на сварочном аппарате. Если все в норме, то клемма присоединяется к металлу и начинается сварка полуавтоматом.
Начинающим лучше всего подходит данный вид по той причине, что проволока подается автоматически, мастеру не нужно отвлекаться от работы, чтобы установить новый электрод.
Особенности
Чтобы сварка полуавтоматом получилась удачной, стоит выставить правильные настойки для аппарата. Все зависит от соотношения мощности и типа металла, с которым происходит контакт. Если параметры выставлены правильно, то дуга будет ровно гореть, и в рабочем процессе не будет разрывов.
Проволоку, использующуюся в качестве электрода, необходимо выставить направлением вперед. Это нужно делать для страховки: даже при движении рывками дуга не оборвется. Стоит заранее подготовиться, что сварка полуавтоматом обеспечивает практически мгновенный контакт.
При работе с этим оборудованием нет нужды постоянно выключать аппарат и устанавливать электроды, так как в устройство перед работой помещается большое количество проволоки. Еще один положительный момент заключается в том, что на заготовке скапливается минимальное количество шлака.
Виды сварочных аппаратов
Сварка полуавтоматом имеет два направления:
- С использованием газа. Обычно этот вариант применяют в закрытых помещениях. На открытом воздухе использовать агрегат не рекомендуется. Достоинства аппарата – большие температуры и быстрый процесс, из минусов можно выделить необходимость менять газовые баллоны и отсутствие возможности работать на улице.
- Сварка полуавтоматом без газа. В этом случае процесс выполняется при помощи порошковой (флюсовой) проволоки. Порошок засыпан в стальную трубку аппарата. Во время сгорания образуются облака газа. Основной плюс – это дешевизна материала. Что касается отрицательных моментов, то это шлак от процесса сгорания флюса.
Техника безопасности
Работать с полуавтоматом опасно, поэтому пренебрегать сварочным аппаратом никак нельзя. Необходимо соблюдать следующие правила для сохранения жизни и здоровья:
- Наличие огненепроницаемой обуви и одежды. Для повышения безопасности необходимо подкладывать под ноги резиновый коврик. Подошва обуви тоже должна быть прорезиненной.
- Защитная маска, которая защищает глаза от вредного воздействия сварки. Рекомендуется не экономить на этом элементе защиты и выбрать модель с двойным стеклом.
- Специальные перчатки для работы с электричеством. Они должны быть эластичными и иметь резиновую основу.
Выбор агрегата
Чтобы удачность выбрать оборудование, нужно сразу определиться с целями, в которых он будет применяться. Если не планируется сварка крупных труб, то подойдет недорогой агрегат с минимальной мощностью. С ним всегда можно выполнить работы в гараже и на даче. Варианты с большой мощностью подойдут для мастерских, где нужно работать с габаритными деталями. В любом случае, перед покупкой необходимо обратить внимание на изготовителя и наличие гарантийного срока.
Похожие статьиУрок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II технология позволяет проектировать регуляторы скорости двигателя, обеспечивающие одинаковую скорость, даже если нагрузка на двигатель меняется или входное напряжение двигателя может колебаться.2.4.5.1 Ограниченное количество дуговой сварки в газовой среде выполняется с постоянным током типа мощности источники. В этом случае скорость двигателя автоматически изменяется в сторону увеличения. или уменьшите провод скорость подачи при изменении длины дуги для поддержания постоянного напряжения. 2.4.5.2. Механизм подачи проволоки также управляет главным контактором в источнике питания в целях безопасности причины. Это гарантирует, что сварочная проволока будет запитана только тогда, когда переключатель на сварочная горелка нажата.2.4.5.3. поток защитного газа регулируется электромагнитным клапаном (магнитным клапаном) в механизм подачи проволоки для включения защитного газа включение и выключение при нажатии переключателя пистолета. Большинство кормушек использовать схему динамического отключения чтобы быстро остановить двигатель в конце сварного шва, чтобы предотвратить длинная проволока, выходящая из пистолет после окончания сварки. Большинство кормушек имеют схема дожигания, позволяющая производить сварку ток остается включенным в течение короткого периода времени после подключения подача остановлена, чтобы проволока чтобы сжечь ровно столько, сколько нужно для следующего зажигания дуги.2.4.5.4. подающие ролики, иногда называемые ведущими роликами, стягивают проволоку с катушки или барабана, и протолкнуть это через подводящий кабель или кабелепровод к сварочному пистолету. Эти рулоны обычно должны быть изменен, чтобы приспособить каждый разный диаметр проволоки, хотя некоторые ролики предназначены для подачи сочетание размеров. 2.4.6 Сварка Пистолет — Сварочная горелка, которую иногда называют горелкой, выполняет следующие функции: доставить сварочную проволоку, сварку ток и защитный газ для сварочной дуги.Оружие доступен для полуавтоматического режима и для автоматической работы, где они фиксируются в автоматическая сварочная головка. 2.4.6.1 Оружие для GMAW имеют несколько общих характеристик. Все имеют медный сплав сопло защитного газа, которое подает газ в область дуги в нетурбулентном, угловом образце, чтобы предотвратить аспирацию воздуха. В сопло может иметь водяное охлаждение для полуавтоматической сварки на высоких сила тока и для автоматической сварки где время дуги имеет большую продолжительность.Сварочный ток составляет переносится на сварочную проволоку как проволока проходит через контактный наконечник или контактную трубку расположен внутри газового сопла (см. рис.9). Отверстие в контактном наконечнике, через которое проволока проходит всего несколько тысячных на дюйм больше диаметра проволоки. Изношенный контакт наконечник приведет к беспорядочной дуге из-за к плохой передаче тока. На рисунке 15 показано несколько различных полуавтоматические конфигурации пистолетов, которые обычно используются для GMAW.Сварка | Общественный колледж Чемекета
Chemeketa предлагает варианты получения степени и сертификата, которые помогут вам начать свою сварочную карьеру.
Потенциальная зарплата $ 40 000
Тем:Сделки
Навыки и интересы Решение проблем
Карьера и технологии
Почему выбирают сварочное производство?
Сварщик — это высокооплачиваемая карьера с множеством возможностей для изучения — ее можно делать даже под водой.Если вы готовы сделать долгую карьеру сварщика, Chemeketa — это то, что вам нужно.
Вы можете получить диплом Chemeketa по производству сварочных материалов всего за 21 месяц или получить 10-месячный сертификат с передовыми технологиями и инструкциями.
Некоторые варианты программы имеют ограничения на регистрацию и крайние сроки подачи заявок. Когорты класса начинают каждую осень.
Что вы узнаете?
В дополнение к основам, ведущим к карьере, вы изучите продвинутую дуговую сварку, сварку MIG и TIG; прецизионное измерение; чтение чертежей и зарисовки; производственные процессы; и металлургия.Программа Chemeketa включает в себя классные и лабораторные работы, а также совместную работу, которая принесет вам кредиты и деньги в колледже.
Что ты будешь делать?
Будучи студентом программы «Сварка», вы научитесь —
- Наладка и эксплуатация ручного и полуавтоматического сварочного и режущего оборудования, используемого в металлообрабатывающей промышленности
- Выполнение основных навыков компоновки и изготовления для производства сварных металлических деталей и изделий
- Чтение и интерпретация технических чертежей в соответствии со стандартами Американского общества сварки
- Использование процессов и процедур сварки
- Применять базовые знания металлургии к производственным процессам
- Выполнение основных настроек и операций для ручного обрабатывающего оборудования
- Выполнение процедур планирования для ручных фрезерных и токарных операций
- Выбрать инструменты и оборудование для измерения, изготовления и проверки сварных конструкций
- Выбор инструментов и оборудования для производства, измерения и проверки деталей для процессов ручного фрезерования и токарного станка
- Действовать как член команды и практиковать навыки, отражающие профессиональное и этическое поведение на рабочем месте
Выпускники со степенью сварщика или сертификатом могут в конечном итоге работать в сфере робототехники, автоспорта, военной поддержки, судостроения и ремонта, управления проектами, инспекций, инженерии, образования и продаж.
- УГОЛОВНАЯ ПРОВЕРКА И ТЕСТИРОВАНИЕ НАРКОТИКОВ
Хотя программа Chemeketa не требует проверки биографических данных или тестирования на наркотики, вы можете узнать, как будущие работодатели могут использовать эти процедуры. Будет ли вас нанят на работу или продвинут по службе, может зависеть от информации, полученной при проверке биографических данных. Соискателей и действующих сотрудников, а также волонтеров могут попросить пройти проверку биографических данных.Для некоторых вакансий проверка требуется в соответствии с федеральными законами или законами штата. Акцент на безопасности и сохранности в настоящее время резко увеличил количество проводимых проверок анкетных данных. Для получения дополнительной информации посетите сайт privacyrights.org.
Опции программы
- Ассоциированный специалист по сварочному производству со степенью доктора прикладных наук
Эта степень предназначена для тех, кто хочет получить технические знания и навыки, необходимые для работы в области сварки, производства и смежных профессий.Программа предлагает знания в области производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также производственные чертежи и макеты.
См. Последовательность курсов для получения дополнительной информации.
Набор в эту программу ограничен, и есть ранний срок подачи заявок.
- Свидетельство о завершении сварки
Этот сертификат подготовит вас к различным должностям в специализированных производственных и ремонтных мастерских.Выпускники могут найти работу сварщиками MIG, дуговой сваркой, кислородно-ацетиленовыми сварщиками, операторами полуавтоматического сварочного оборудования или сварщиками TIG.
См. Последовательность курса s для получения дополнительной информации.
Набор в эту программу ограничен, и есть ранний срок подачи заявок.
- Свидетельство о карьере в области дуговой сварки
Сертификат по дуговой сварке сочетает в себе практическое обучение использованию сварочного оборудования SMAW с курсовыми работами, необходимыми для успеха в этой области.
Этот вариант программы полностью входит в программу получения степени AAS сварочного производства и может служить первым шагом на пути к получению степени.
См. Последовательность курсов для получения дополнительной информации.
- Сертификат карьеры сварщика MIG
Сертификат MIG Welding сочетает в себе практическое обучение использованию сварочного оборудования GMAW с курсовыми работами, необходимыми для успеха в этой области.
Этот вариант программы полностью входит в программу получения степени AAS сварочного производства и может служить первым шагом на пути к получению степени.
См. Последовательность курсов для получения дополнительной информации.
Открытые курсы по сварке: Зачет
- Предлагаются классы с открытой записью
Открытые классы не требуют подачи заявки и зачисления на сварочную программу.См. Описание курса для получения дополнительной информации.
* Доступность класса может быть изменена в связи с зачислением и расписанием.
WLD059 Поделки из железа
2 кредита
ПРЕДЛАГАЕМЫЕ: лето, осень, зимаWLD151 Базовая дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: осеньWLD152 Промежуточная дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: зимаWLD153 Advanced Arc Welding
4 кредита
ПРЕДЛАГАЕТСЯ: пружинаWLD161 Basic MIG Welding
3 кредита
ПРЕДЛАГАЕТСЯ: зимаWLD163 Advanced MIG Welding
3 кредита
ПРЕДЛАГАЕТСЯ: пружина - Расписание занятий с открытой записью на весну 2021 года
Колледж продолжает работать удаленно, и мы не можем предлагать кредитные классы с открытым зачислением ВЕСНА 2021 года.
Проверьте расписание занятий в будущем; мы будем предлагать эти занятия снова как можно скорее.
Спасибо за терпение!
Свободные классы сварщиков: Некредитные
- Предлагаемые некредитные классы
Если вы новичок в сварке или хотите усовершенствовать свои навыки, у нас есть для вас занятия по сварке!
Приветствуются студенты всех уровней. Возраст от 16 лет и старше.
уроков предлагается каждый семестр ( при условии записи ). Классы встречаются одновременно.
Осень, зима, весна: в субботу утром, с 9:00 до полудня
Лето: , по вторникам и четвергам, вечером, с 18 до 21:00Список необходимых инструментов для каждого класса см. В приведенном ниже списке инструментов и зубчатых колес .
* Некредитные классы сварки не дают возможности пройти сертификационные испытания сварщика.Любые сертификационные испытания сварщиков AWS должны проводиться в частном испытательном центре.
Базовая дуговая сварка
Изучите основные принципы выполнения угловых сварных швов на низкоуглеродистой стали с использованием стандартных промышленных процедур, оборудования и электродов с использованием процесса дуговой сварки защищенным металлом (SMAW).Расширенная дуговая сварка
Подготовка к сварке пластины или трубы в соответствии с процедурой кодового типа. Изучение ранее описанных процедур сварки применительно к сварке больших толщин с соединениями с разделкой кромок.Основы кислородно-ацетиленовой сварки
Основы кислородно-ацетиленовой сварки, включая пайку и резку.Основная дуговая сварка металла (MIG)
Знакомит с основными навыками полуавтоматической сварки металлов в среде защитного газа (MIG). Охватывает принципы, касающиеся оборудования, материалов и процедур. Использует сплошную проволоку и проволоку с флюсовым сердечником в типичных промышленных применениях.Основы дуговой сварки вольфрамовым электродом (TIG)
Основы процессов сварки вольфрамовым электродом в среде инертного газа (TIG), настройки и применения оборудования, а также развитие навыков сварки в инертном газе.Включает сварку нержавеющей стали и алюминия. - Расписание некредитных занятий на весну 2021 г.
Колледж продолжает работать удаленно, и мы не можем предлагать некредитные классы ВЕСНА 2021 года.
Проверьте расписание занятий в будущем; мы будем предлагать эти занятия снова как можно скорее.
Спасибо за терпение!
Базовая дуговая сварка
CRN:
Идентификатор курса: XWLD9050A
Стоимость: 229 долларов СШАУсовершенствованная дуговая сварка
CRN:
Идентификатор курса: XWLD9050B
Стоимость: 229 долларов СШАОсновная кислородно-ацетиленовая сварка
CRN:
Идентификатор курса: XWLD9050C
Стоимость: 229 долларов СШАБазовая сварка MIG
CRN:
Идентификатор курса: XWLD9050F
Стоимость: 229 долларов СШАБазовая сварка TIG
CRN:
Идентификатор курса: XWLD9050G
Стоимость: 229 долларов США - Как записаться на занятия по некредитной сварке
* Допускается регистрация только для одного некредитного класса сварки за семестр.
Вариант 1. Онлайн
Вариант 2: Регистрационная форма
- Запросить регистрационную форму по электронной почте
Платеж:
- Список инструментов и приспособлений для некредитных классов сварки
Все классы:
- Кожаные перчатки
- Кожаная обувь
- Бленда с линзой # 10 (ARC, MIG, TIG)
- Защитные очки
- Дополнительная пластиковая крышка линз
- Беруши (рекомендуется, но не обязательно)
- Что-то для заметок на
Классы ARC:
- Отбойный молоток
- Проволочная щетка
- (2) Тиски 11R
- Калибры угловых швов (* Advanced ARC только при необходимости)
Класс MIG:
- Твеко.Контактные наконечники 035 и .045 (только # 14, 14H или 14T)
- Проволочная щетка
- Кусачки
- (2) 11r тисковые захваты
Класс оксиацетилена:
- Очиститель наконечников
- Плоскогубцы
- Нападающий
- Очки / очки / маска для лица в оттенках # 4 или 5
- Тиски
Класс TIG:
- 3/32 2% торированный (радиоактивный), церированный или лантанированный (нерадиоактивный) вольфрам
- 3/32 чистый вольфрам
- 3/32 цанга
- 3/32 цанговые патроны
- Задняя крышка
- Газовые баллончики
- Плоскогубцы
- 2 зубные щетки из нержавеющей стали
* Все детали резака должны соответствовать горелке Weldcraft wp-20
Вопросы? Написать инструктору Терри[email protected]
Помещения №130 и №132 — Технологии сварочного оборудования
Лебединая пристройка, номера № 130 и № 132
Основные лаборатории: (2) процессы ручной и полуавтоматической сварки
Предназначен для курсовой работы 100 уровней для обучения практической сварке. Приложения.Лабораторные помещения содержат следующее оборудование:
- 6077 квадратных футов учебной площади
- Лаборатория № 130 — 2757 кв. Футов
- Лаборатория № 132 — 3320 кв. Футов
- Каждая лабораторная зона содержит (24) студенческие рабочие места.
- Комбинированные процессы плазменно-дуговой резки (PAC) и кислородной резки (OFC) с 48-дюймовым экраном Тележки горения и нисходящая вентиляция
- Дуговая сварка защищенным металлом (SMAW) / газо-вольфрамовая дуговая сварка (GTAW) — переменный / постоянный ток, расширенный Технология формы волны переменного тока
- Газовая дуговая сварка металла (GMAW) / сварка порошковой проволокой (FCAW) — расширенная форма волны постоянного тока технология с пульсацией
- Переносные установки для дуговой сварки алюминия и металла
- Кислородно-ацетиленовая сварка (OAW)
- Портативная кислородно-топливная резка (OFC)
- Ручная плазменная резка (PAC)
- Станция раскроя вытяжной вентиляции для ручных OFC и PAC
- Поворотный трубный позиционер с системой PAC и монтажным кронштейном для горелки X-Y
- Станция для испытания сварных конструкций WATTS — Испытания на разрыв углового шва, образцы на изгиб корня / торца, образцы для испытаний на растяжение
- Электрод расходный печной; двухколесная опорная вольфрамовая шлифовальная машина; пьедестал с двумя колесами металличесая щетка
- Лабораторная система вентиляции
- Общие образовательные ресурсы для лабораторий № 130 и № 132:
- Шлифовальная комната (# 130A) — ленточные шлифовальные машины (4) с вентиляцией твердых частиц, (1) вертикальные дисковая шлифовальная машина, шлифовальные столы с нисходящим потоком (2) с частичными тисками
- (2) Учебные системы по дуговой сварке
- (2) Системы обучения виртуальной реальности
Лебединая пристройка, помещения № 130 и № 132 — основные лаборатории: (2) ручная и полуавтоматическая сварка Процессы
Swan Annex Room # 131 — Лаборатория проверки качества: проверка и тестирование сварных конструкций
Swan Annex Room # 136 — Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Swan Annex Room # 138 — Лаборатория контактной сварки: ручная, полуавтоматическая и роботизированная Сварочные процессы
Swan Annex Room # 140 — Лаборатория автоматизации сварки: полуавтоматическая, автоматическая и роботизированная Сварочные процессы
Лаборатория № 142 — Производство металлов: ручная и полуавтоматическая сварка и процессы изготовления
Сварка
- Дом
- Программы и академические дисциплины
- Технологии, торговля и производство
- Сварка
Сварочные технологии
По мере старения инфраструктуры по всей стране ожидается, что спрос на сварщиков сохранится. расти.Рабочие места сварщика существуют почти во всех отраслях промышленности, строительства, ремонтная и перерабатывающая промышленность.
Загрузите список сварочного инструмента на 2020-21 годы (pdf)
Программа «Сварочные технологии» готовит студентов к участию в конкурсе на вакансии начального уровня. сварщики в строительстве, судостроении, производстве конструкций, автоматических и полуавтоматических сварка и ремонтная сварка.
Centralia College предлагает три различных направления — двухгодичную программу на получение степени младшего специалиста. и две краткосрочные программы сварочных сертификатов.
Программа «Сварка» готовит студентов к углубленным сварочным навыкам в области дуговой сварки с флюсовой сердцевиной. Сварка (FCAW), газовая дуговая сварка вольфрамовым электродом (TIG), газовая дуговая сварка металла (MIG) и в экранированных средах Дуговая сварка металлов (SMAW или Stick).
Студенты также будут иметь возможность получить Сварочный сертификат Вашингтонской ассоциации строительных служащих (WABO).
Направление 1 — Сварочное дело
Степень: младший технический специалист
Акцент: сварочные технологии
Всего кредитов: 104
Примечание для студентов: Средний балл 2.0 или выше требуется в любых предыдущих классах WELD для продолжения регистрации каждый квартал.
Осенний квартал
- IT 117 Введение в ОС Windows — 3 кредита
- WELD 161 SMAW Сварка — 12 кредитов
- WELD 167 Маталлургия для сварщиков — 3 кредита
- Дошкольная математика (при необходимости)
Зимний квартал
- CAD 115 CAD для промышленности — 3 кредита
- TMATH 116 Industrial Math — 5 баллов
- WELD 164 GMAW Welding — 12 кредитов
Пружинный квартал
- DET 166 Shop Skills — 3 кредита
- WELD 159 Oxyfuel & GTAW — 12 кредитов
- WRT 105 Написание на рабочем месте — 5 кредитов
Осенний квартал
- WELD 265 Advanced Arc Welding — 12 кредитов
- WELD 271 Чтение чертежей — 3 кредита
Зимний квартал
- WELD 267 Advanced Gas Shield Arc Welding — 12 кредитов
- HR 110 Человеческие отношения на рабочем месте — 5 баллов
Пружинный квартал
- HLTH 145 Безопасность и фитнес — 3 кредита
- WELD 269 Advanced Fabrication — 11 кредитов
Трек 2 — Свидетельство о сварке
Степень: Сертификат квалификации
Акцент: Сварка (программа на 4 квартала)
Всего кредитов: 78
- WELD 161 SMAW Сварка — 12 кредитов
- WELD 167 Маталлургия для сварщиков — 3 кредита
- Дошкольная математика (при необходимости)
- CAD 115 CAD для промышленности — 3 кредита
- TMATH 116 Industrial Math — 5 баллов
- WELD 164 GMAW Welding — 12 кредитов
- DET 166 Shop Skills — 3 кредита
- WELD 159 Oxyfuel & GTAW — 12 кредитов
- WRT 105 Написание на рабочем месте — 5 кредитов
- HLTH 145 Безопасность и фитнес — 3 кредита
- HR 110 Человеческие отношения на рабочем месте — 5 баллов
- WELD 265 Advanced Arc Welding — 12 кредитов
- WELD 271 Чтение чертежей — 3 кредита
Трек 3 — Свидетельство о сварке (вечернее)
Степень: Свидетельство о завершении
Акцент: Сварка (вечерняя)
Всего кредитов: 20
Пройдите один из следующих уроков ежеквартально.Когда все занятия закончены (Всего 20 кредитов) будет выдан Сертификат об окончании.
- WELD 180 Oxyfuel & GTAW — 5 кредитов
- WELD 181 Дуговая сварка экранированного металла — 5 кредитов
- WELD 182 Газовая дуговая сварка металла — 5 кредитов
- WELD 285 Сертификация дуговой сварки — 5 кредитов
КОНТАКТ
Джейк Фэй
Начальник отдела инструкций
Здравоохранение и промышленность
Офис: TEC 114E
360-623-8963
Электронная почта Джейка Фея
| Онлайн | Сварка | 650 | Сварка | 650100 | Что такое кислородная сварка? 100 | Этот класс описывает основные концепции кислородно-топливной сварки, включая то, какое оборудование и газы необходимы для сварки.Кроме того, в нем описаны различные другие процессы, для которых может использоваться кислородная горелка. | Начальный | Английский | |
| Интернет | Сварка | 650 | Сварка | 640010 | Основы безопасности при сварке 101 | Класс «Основы безопасности при сварке» предоставляет широкий обзор тем, касающихся безопасности при различных сварочных процессах.Курс описывает общие правила техники безопасности, такие как электробезопасность, пожарная безопасность, безопасность цилиндров и дыма, которым должны следовать сварщики. На занятии также представлен обзор организаций, устанавливающих правила, таких как OSHA и ANSI. Предотвращение несчастных случаев имеет решающее значение для любого сварщика или сварочной организации. Проблемы безопасности ставят под угрозу персонал, снижают качество и производительность и наносят ущерб деятельности любой организации. После прохождения курса «Основы безопасности при сварке» сварщики будут подготовлены к соблюдению правил техники безопасности при сварке и будут проинформированы о стандартах безопасности, важных для сварочной отрасли, что позволит создать продуктивное рабочее место. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 650105 | Безопасность при кислородно-топливной сварке 105 | Этот класс охватывает основные процедуры безопасности при обращении с оборудованием для кислородной сварки, включая средства индивидуальной защиты, вентиляцию и пожарную безопасность. | Начальный | Английский | |
| Интернет | Сварка | 650 | Сварка | 640020 | СИЗ для сварки 111 | PPE for Welding знакомит с назначением и использованием средств индивидуальной защиты (PPE) для сварщиков.Опасности при сварке включают поражение электрическим током, воздействие дыма и газа, излучение дуги, а также пожар и взрыв. Сварщики чаще всего получают ожоги кожи или глаз. OSHA и ANSI издают стандарты для СИЗ. Во избежание травм сварщики должны носить соответствующие СИЗ, чтобы покрыть все открытые участки кожи, включая защитные очки или защитные очки, сварочный шлем, средства защиты органов слуха, сварочные перчатки и кожаные высокие ботинки. Сварочные СИЗ должны быть огнестойкими, защищать глаза от вредного света, удобно сидеть и обеспечивать адекватную защиту.Работодатели должны обучать сотрудников правильному использованию СИЗ и проводить оценку опасностей. Надлежащие СИЗ не только защищают рабочих от травм, но и помогают предотвратить снижение производительности из-за больничных часов и обеспечивают соответствие рабочих мест требованиям OSHA. После прохождения этого курса пользователи должны уметь описывать СИЗ, необходимые для безопасного выполнения сварочных работ. | Начальный | Английский | |
| Интернет | Сварка | 650 | Сварка | 640030 | Безопасность сварочных дымов и газов 121 | Курс «Безопасность сварочного дыма и газов» помогает учащимся понять опасность образования дыма и газов при сварке.Шлейф дыма, видимое облако дыма, поднимающегося из расплавленного металла, состоит из сложных оксидов металлов и частиц, образованных из расходуемого и основного металла. Защитные газы, используемые при сварке, также могут выделять потенциально вредные пары. Воздействие паров можно контролировать с помощью технических средств контроля, вентиляции, надлежащих средств индивидуальной защиты и соблюдения пределов воздействия, установленных OSHA или другими организациями. После прохождения этого курса ученик поймет потенциальную опасность сварочного дыма и газов, а также острые и хронические симптомы, которые могут развиться после чрезмерного воздействия.В этом классе обсуждается, как методы рабочего места и технические средства контроля могут использоваться для контроля воздействия, в дополнение к приведенным ниже допустимым пределам воздействия и использованию респираторов с подачей воздуха, когда это необходимо. | Начинающий | Английский | (650115) Безопасность дуговой сварки 115 |
| Интернет | Сварка | 650 | Сварка | 640040 | Электробезопасность при сварке 131 | Электробезопасность для сварки знакомит пользователей с опасностями, связанными с электричеством при дуговой сварке, и методами их снижения.Для дуговой сварки требуется электрическая цепь под напряжением, что представляет несколько потенциальных угроз безопасности. Электричество может вызвать ожоги, возгорание и поражение электрическим током. Существует два типа поражения электрическим током: удар первичным напряжением и удар вторичным напряжением. Чтобы предотвратить риски, связанные с электричеством, сварщики должны убедиться, что оборудование правильно установлено, заземлено и обслуживается. Сварщики также должны использовать необходимые СИЗ и изоляцию для предотвращения травм. После прохождения этого курса пользователи будут хорошо понимать основные опасности, связанные с электричеством, и меры предосторожности, которые минимизируют эти риски.Эти знания позволяют пользователям более безопасно и эффективно работать с электрооборудованием, которое требуется для всех процессов дуговой сварки. | Начальный | Английский | |
| Интернет | Сварка | 650 | Сварка | 640060 | Введение в сварку 141 | Введение в сварку дает базовые знания о сварке и сварочных процессах, на основе которых строятся знания о конкретных процессах и более полное понимание сварки в целом.Курс знакомит с различными сварочными процессами, а также с их общими атрибутами и приложениями. Кроме того, в нем рассматриваются соединения и типы сварных швов, охватываются измерения, относящиеся к сварке, обсуждаются спецификации процедуры сварки и, наконец, предоставляется информация пользователю о новых методах сварки и их влиянии на практику сварки и экономику. базовые знания, необходимые для образовательного развития любого сварщика. Кроме того, он знакомит пользователя с концептуальными идеями теории сварки и менее распространенными методами сварки, такими как лазерная сварка. | Начинающий | Английский | (650130) Обзор типов сварных швов 130 |
| Интернет | Сварка | 650 | Сварка | 640070 | Введение в сварочные процессы 151 | Введение в сварочные процессы содержит всесторонний обзор наиболее часто используемых сварочных процессов, включая кислородную сварку, дуговую сварку металлическим электродом в газе, дуговую сварку вольфрамовым электродом вольфрамовым электродом, дуговую сварку порошковой проволокой и дуговую сварку в среде защитного металла.Кроме того, он продолжает развивать понимание учащимися измерений при сварке и охватывает спецификацию процедуры сварки от написания до тестирования и, наконец, использования. Этот класс продолжает развивать общее понимание сварки, начатое во введении в сварку, с более полным обзором каждого из них. наиболее распространенных сварочных процессов. В нем рассматриваются параметры сварки и подробно рассматриваются нарушения сплошности сварки, которые продолжаются в разделе «Обзор дефектов сварных швов». | Начинающий | Английский | (650120) Процессы дуговой сварки 120; (650130) Обзор типов сварных швов 130 |
| Интернет | Сварка | 650 | Сварка | 650160 | Введение в дуговую сварку под флюсом 160 | Этот класс описывает процесс сварки под флюсом, а также его преимущества и ограничения. | Начальный | Английский | |
| Интернет | Сварка | 650 | Сварка | 640080 | Основы математики для сварки 161 | Класс «Основы математики для сварки» охватывает основные арифметические операции, используемые при сварке, такие как сложение, вычитание, умножение и деление.В этом классе обсуждается концепция округления целых и десятичных чисел до или после вычисления проблемы. «Основы математики для сварки» также дает обзор дробей, которые используются в сварочных измерениях и чертежах вместе с десятичными знаками. Знание основных математических концепций является неотъемлемой частью понимания сварщиком сварочных измерений и проектирования соединений. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640085 | Основы геометрии для сварки 171 | На курсе «Основы геометрии для сварки» учащиеся узнают, как геометрия используется в сварке.Фундаментальное понимание геометрии и геометрических концепций — необходимый навык для сварки. В этом классе обсуждаются линии и углы, которые являются основными строительными блоками геометрии. Этот класс учит пользователей, как определять части круга и как определять различные типы треугольников на основе их сторон и углов. Кроме того, в этот класс включены уроки о том, как найти площадь круга или треугольника. Связь между линиями и углами может использоваться для чтения и интерпретации сварочных чертежей, а также настроек машины.После этого занятия пользователи смогут понимать основные строительные блоки геометрии и работать с ними. Пользователи также смогут рассчитать площадь и длину окружности круга и площадь треугольника. | Начальный | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640100 | Испытания материалов для сварки 201 | «Тесты материалов для сварки» знакомит пользователей с типами и целями испытаний сварочных материалов.Сварочные материалы проходят испытания для оценки их свойств, проверки на наличие разрывов и обеспечения соответствия проекта спецификациям сварочных норм. Тестирование может быть разрушающим или неразрушающим. Тестирование также может использоваться для классификации металлов по содержанию углерода. Этот класс включает уроки по методам неразрушающего контроля, таким как визуальный осмотр, радиографические, ультразвуковые, проникающие и магнитопорошковые испытания. Пользователи также ознакомятся с методами разрушающего контроля, такими как испытание на макротравление, испытание на разрыв углового шва, испытание на управляемый изгиб и испытание на поперечное растяжение.После завершения этого курса пользователи смогут определить общие испытания материалов, практическое применение разрушающих и неразрушающих методов, а также преимущества и недостатки каждого метода. | Промежуточный | Английский | (650200) Черные металлы для сварки 200; (650250) Символы и коды для дуговой сварки 250; (650280) Визуальный контроль сварных швов 280 |
| Онлайн | Сварка | 650 | Сварка | 640110 | Сварка черных металлов 211 | Сварка черных металлов дает определение черных металлов, описывает общие формы черных металлов и обсуждает передовые методы сварки для каждого из них.Каждый тип черного металла имеет разные механические, физические и химические свойства. Хотя все черные металлы содержат железо, их различный состав требует применения различных подходов к сварке. Черные металлы являются наиболее распространенными металлами, с которыми будут встречаться сварщики. Знание типов, состава черных металлов и передовых методов сварки имеет решающее значение. После прохождения этого курса сварщики должны уметь определять различные черные металлы, их свойства и лучшие методы сварки для каждого типа. | Промежуточный | Английский | (650200) Черные металлы для сварки 200; (650205) Цветные металлы для сварки 205 |
| Интернет | Сварка | 650 | Сварка | 640115 | Сварка цветных металлов 212 | Сварка цветных металлов определяет цветные металлы, описывает ряд цветных металлов и их свойства, а также обсуждает передовые методы сварки для каждого типа.Этикетка из цветных металлов охватывает широкий спектр металлов с различными механическими и физическими свойствами, каждый из которых требует различных подходов к сварке. Цветные металлы, хотя и менее распространены, чем черные металлы, используются в широком диапазоне применений, требующих сварки. Понимание цветных металлов и процессов их сварки необходимо любому сварщику. После прохождения этого курса пользователь сможет идентифицировать различные цветные металлы, объяснять их свойства и описывать наилучший подход к сварке для каждого типа металла. | Промежуточный | Английский | (650200) Черные металлы для сварки 200; (650205) Цветные металлы для сварки 205 |
| Онлайн | Сварка | 650 | Сварка | 640120 | Обзор типов сварных швов 221 | Класс «Обзор типов сварных швов» предоставляет обзор различных соединений и типов сварных швов, а также их применения.Обсуждаются общие типы сварных швов, такие как угловые швы и швы с разделкой кромок, а также комбинированные, электрозаклепочные, щелевые, точечные и шовные. Кроме того, рассматриваются различные части сварного шва и различные положения сварки. Наконец, класс покрывает требования к различным соединениям. Краткий урок по неоднородности сварных швов также включен, чтобы познакомить пользователя с концепцией. Обзор типов сварных швов помогает заложить прочную основу для передовых методов сварки, а также дает более подробные обзоры конкретных сварочных процессов.После прохождения курса пользователи должны иметь хорошее общее представление о названиях и функциях различных соединений, типах сварных швов, положениях сварки и требованиях к соединениям. | Промежуточный | Английский | (650130) Обзор типов сварных швов 130 |
| Интернет | Сварка | 650 | Сварка | 640125 | Обзор дефектов сварных швов 222 | Обзор дефектов сварных швов дает исчерпывающее представление о наиболее распространенных разновидностях несплошностей и деформаций сварных швов.Он иллюстрирует причины каждой из двадцати различных несплошностей и дефектов сварных швов и предлагает эффективные решения. Кроме того, в нем представлен обзор шести различных видов трещин и показано, как предотвратить растрескивание и деформацию готового сварного шва. Этот урок особенно важен для начинающих сварщиков, у которых еще нет навыков или знаний, чтобы избежать многих ошибок, которые класс иллюстрирует. Начинающим сварщикам этот класс будет особенно полезен, поскольку он определяет причины, по которым могут возникать дефекты или нарушения целостности, а также способы их устранения сварщиками. | Промежуточный | Английский | (650250) Символы и коды для дуговой сварки 250; (650280) Визуальный контроль сварных швов 280 |
| Интернет | Сварка | 650 | Сварка | 640130 | Символы и коды сварки 231 | Сварочные символы и коды описывает, как сварочные чертежи представляют требования к сварке. Сварной шов представлен на чертеже с помощью символа сварки.Сварочные символы, созданные Американским сварочным обществом, включают в себя контрольную линию, элемент стрелки, символ или символы сварного шва, хвостовую часть и размеры сварного шва. При необходимости на символе сварки также могут быть дополнительные символы и символы отделки. Символ сварки включает в себя различные компоненты на контрольной линии, чтобы показать характеристики сварного шва и предоставить сварщику конкретные инструкции. После прохождения этого курса пользователи должны быть в состоянии объяснить многие типы сварочных символов и их характеристики, а также коды и спецификации сварки, используемые в сварочной промышленности. | Промежуточный | Английский | (650130) Обзор типов сварных швов 130; (650250) Обозначения и коды для дуговой сварки 250 |
| Онлайн | Сварка | 650 | Сварка | 640160 | Процесс изготовления 232 | Производственный процесс описывает процедуры, которым должен следовать планировщик проекта при создании продукта от начала до конца.Проект изготовления может быть таким простым, как сборка шкафа, или сложным, как сборка мотоцикла. Придумав идею проекта, разработчик должен перечислить все требования, включая материалы, безопасность и бюджетные проблемы. Если все требования могут быть выполнены, проектировщик должен исследовать объекты, похожие на идею проекта, и разработать дизайн. Затем планировщик создает план проекта, а также спецификацию материалов. После принятия решения о порядке операций, которые приведут к завершению проекта, планировщик должен выполнить план шаг за шагом, чтобы завершить проект.При любом процессе изготовления необходимо учитывать множество важных факторов. После этого занятия пользователи смогут разработать план изготовления и завершить проект. | Средний | Английский | |
| Интернет | Сварка | 650 | Сварка | 640140 | Электроэнергия для дуговой сварки 241 | Электроэнергия для дуговой сварки объясняет основные принципы электричества и влияние электричества на процессы дуговой сварки.Электричество передается по замкнутым цепям. Базовая схема состоит из источника, пути, нагрузки и управления. Ток — это поток электричества. Напряжение — это сила, проталкивающая ток через цепь. Сопротивление препятствует прохождению тока, но также позволяет электричеству выполнять работу. Электромонтажные работы называются мощностью. В сварочных цепях сопротивление дуги преобразует электричество в свет и тепло, которые плавят основные металлы. После прохождения этого курса пользователи будут иметь базовое понимание электричества, электрических переменных и того, как электричество используется при дуговой сварке.Это подготовит пользователей к сварке, поскольку каждый сварщик должен понимать основные электрические концепции работы с дугой и сварочным оборудованием, которое создает дугу. | Средний | Английский | (650140) Электроэнергия для дуговой сварки 140 |
| Интернет | Сварка | 650 | Сварка | 640152 | Введение в GMAW 251 | Введение в GMAW дает исчерпывающий обзор процесса газовой дуговой сварки (GMAW) и его оборудования.GMAW — это полуавтоматический или автоматический процесс, в котором используются расходный электрод и защитный газ. Оборудование GMAW включает источник питания, проволочный электрод, механизм подачи проволоки, защитный газ и сварочную горелку. GMAW обычно использует источник постоянного напряжения и положительную полярность электрода постоянного тока (DCEP). В GMAW используются три основных режима переноса металла: короткое замыкание, шаровидная сварка и осевое распыление. GMAW — один из самых популярных процессов дуговой сварки. Поскольку он является полуавтоматическим или автоматическим, он также является одним из самых простых в освоении.После прохождения этого курса пользователи будут знакомы с оборудованием GMAW и различными режимами переноса металла. Эта информация обеспечивает основу, необходимую для того, чтобы научиться выполнять GMAW. Хорошее понимание GMAW также полезно при изучении связанных типов сварки, таких как дуговая сварка вольфрамовым электродом в газовой среде (GTAW). | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650220) GMAW Applications 220; (650260) Источники питания для дуговой сварки 260 |
| Интернет | Сварка | 650 | Сварка | 640150 | Введение в SMAW 252 | Введение в SMAW охватывает основные теории и методы дуговой сварки в экранированном металле (SMAW), а также общие рабочие процедуры.SMAW — это сварочный процесс, в котором используется экранирование для защиты сварного шва от загрязнения. SMAW — один из наиболее распространенных процессов дуговой сварки в мире из-за его простоты, универсальности, доступности и пригодности для большинства применений. SMAW требует специального оборудования, специальных электродов и знания ряда мер безопасности. После прохождения этого курса пользователи будут знать, как безопасно обращаться, готовить и эксплуатировать оборудование SMAW. У них также будет базовое понимание того, как выполнять сварку методом SMAW. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650210) Приложения 210 SMAW; (650260) Источники питания для дуговой сварки 260 |
| Интернет | Сварка | 650 | Сварка | 650255 | Применение SAW 255 | Этот класс описывает сварку под флюсом и сварку под флюсом. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640155 | Введение в FCAW 261 | Введение в FCAW дает исчерпывающий обзор процесса дуговой сварки порошковой проволокой (FCAW) и соответствующего оборудования. FCAW делится на два типа: дуговая сварка порошковой проволокой с самозащитой (FCAW-S) и дуговая сварка порошковой проволокой в среде защитного газа (FCAW-G).И FCAW-S, и FCAW-G используют расходуемый трубчатый электрод, заполненный флюсовыми материалами. Оборудование FCAW включает источник постоянного напряжения, проволочный электрод, механизм подачи проволоки, сварочную горелку и, при необходимости, защитный газ. Понимание базовой теории и процесса FCAW имеет важное значение для его успешного использования. После прохождения этого курса пользователи будут знакомы с оборудованием FCAW и смогут различать различные методы FCAW. Пользователи также смогут определять рабочие характеристики, эксплуатационные требования и свойства готовой сварки FCAW-электродов.Эта информация обеспечивает основу, необходимую для успешного и безопасного выполнения FCAW. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650230) Приложения FCAW 230; (650260) Источники питания для дуговой сварки 260 |
| Интернет | Сварка | 650 | Сварка | 640157 | Введение в GTAW 262 | Введение в GTAW описывает газо-вольфрамовую дуговую сварку (GTAW), инструменты и оборудование, которые она использует, а также различные факторы, которые следует учитывать при ее использовании.GTAW — это точный процесс сварки, в котором используется неплавящийся вольфрамовый электрод и инертный защитный газ. GTAW может использоваться для самых разных металлов и может выполняться вручную, полуавтоматически или автоматически. GTAW дает сварщику повышенный контроль над сварным швом, что позволяет выполнять более прочные и качественные сварные швы. Процесс может быть сложным, но улучшенное качество сварки жизненно важно для определенных областей применения. После прохождения этого курса пользователи будут знакомы с GTAW и будут готовы изучить более подробные технические аспекты этого процесса. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650240) Приложения для GTAW 240; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 650270 | Выбор электрода 270 | Этот класс описывает характеристики электродов для четырех основных процессов дуговой сварки и объясняет, как выбрать подходящий электрод для конкретного сварочного применения. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640170 | Обзор пайки 271 | Обзор пайки определяет пайку, описывает инструменты, используемые при пайке, и обсуждает различные процессы пайки. Пайка — это процесс соединения с низким нагревом, используемый в приложениях, где теплота сварки или пайки будет слишком большой или где требуется точный контроль.Существует ряд ручных и автоматических процессов пайки. Пайка особенно полезна в производстве электроники и ювелирных изделий, а также для создания воздухо- и водонепроницаемых уплотнений в водопроводных и других системах. После этого занятия пользователи смогут определять пайку, определять важные инструменты, используемые при пайке, перечислять проблемы безопасности при пайке и описать различные процессы пайки. Любому оператору, от которого может потребоваться пайка материалов, важно понимать основное паяльное оборудование, процессы и методы. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640175 | Обзор термической резки 281 | «Обзор термической резки» дает исчерпывающее представление о четырех наиболее распространенных промышленных процессах термической резки. При кислородной резке используется пламя топливного газа, смешанного с чистым кислородом.При резке воздушно-угольной дугой используется тепло, выделяемое электрической дугой. Плазменная резка ионизирует мощный поток газа для создания плазменной дуги. При лазерной резке металл разрезается с помощью высококонцентрированного и сфокусированного лазерного луча. Знание основных теорий, лежащих в основе четырех широко используемых методов термической резки, необходимо для их успешного использования. После прохождения этого курса пользователи смогут различать различные методы термической резки, а также определять оборудование, используемое для каждого из них. Пользователи также смогут определить рабочие характеристики и соображения безопасности для этих процессов термической резки.Эта информация предоставляет необходимую информацию для успешного и безопасного выполнения методов термической резки. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650207) Применение для кислородно-топливной сварки 207 |
| Онлайн | Сварка | 650 | Сварка | 640185 | Применение кислородной резки 282 | Oxyfuel Cutting Applications предоставляет обзор процесса кислородной резки и его требований безопасности, компонентов оборудования и рабочих процедур.Перед выполнением кислородной резки важно правильно настроить кислородное оборудование и выполнить необходимые проверки безопасности. После зажигания газокислородной горелки оператор должен контролировать соотношение газа, чтобы получить нейтральное пламя для резки. Во время процесса резки оператор должен контролировать определенные переменные, включая высоту наконечника, расход газа, скорость перемещения и углы резака. Понимание этих переменных вместе с правильными процедурами резки поможет произвести качественную кислородно-топливную резку. Информация в этом классе помогает подготовить пользователей к кислородной резке, популярному процессу термической резки с множеством применений.После прохождения этого курса пользователи будут знакомы со многими соображениями и переменными, которые входят в кислородную резку, которая имеет важное значение для безопасного и успешного производства качественной резки. | Промежуточный | Английский | (650207) Применение для кислородно-топливной сварки 207 |
| Онлайн | Сварка | 650 | Сварка | 640180 | Плазменная резка 283 | Plasma Cutting описывает оборудование для плазменной резки и обсуждает этапы настройки и операций для плазменной резки, строжки и прошивки.Плазменная резка — это точный и эффективный метод резки, который использует ионизированную струю газа для создания высокотемпературной режущей дуги и может выполняться вручную или с использованием станка с ЧПУ. Плазменная резка становится все более доступным и популярным методом резки металла. Плазменная резка уравновешивает более низкую стоимость методов резки, таких как кислородное топливо, с более высоким качеством методов лазерной резки. После этого курса пользователи смогут определять плазменную резку, определять инструменты, используемые при плазменной резке, и описывать различные приложения и процессы резки.Понимание основных функций и процессов плазменной резки важно для пользователей, чтобы выполнять точные и точные разрезы безопасно и эффективно. | Промежуточный | Английский | (650265) Плазменная резка 265 |
| Онлайн | Сварка | 650 | Сварка | 640190 | Введение в автоматизацию 291 | Введение в автоматизацию дает исчерпывающий обзор технологий автоматизации, используемых в процессах сварки и термической резки.Автоматизация — это использование станков с ЧПУ или роботизированных систем как для питания, так и для выполнения одного или нескольких процессов. Автоматизация предлагает производителям несколько преимуществ, таких как минимизация производственных затрат и отходов, сокращение времени цикла детали и занимаемой площади на рабочем месте, а также повышение качества деталей и надежности процесса. необходим для выполнения любого процесса автоматической сварки или термической резки. После прохождения этого курса пользователи будут знакомы с автоматизированным оборудованием, эксплуатационными требованиями и мерами безопасности.Эта информация обеспечивает основу, необходимую для успешной и безопасной работы с автоматизированным оборудованием. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640210 | Приложения GMAW 301 | GMAW Applications предоставляет исчерпывающий обзор того, как выполнять газовую дуговую сварку (GMAW), важные переменные, которые следует учитывать, и способы предотвращения распространенных дефектов.Перед началом GMAW важно подготовиться, очистив неблагородные металлы и выбрав подходящий электрод. Во время GMAW сварщик контролирует ориентацию электрода и скорость движения. Сварщики также должны быть осведомлены о многих переменных, таких как сила тока, напряжение, защитный газ и их влияние. Понимание этих переменных помогает предотвратить нарушения сплошности и дефекты сварного шва, включая пористость, поднутрение, непровар и неполное плавление. Информация в этом классе подготавливает пользователей к выполнению GMAW, чрезвычайно распространенного процесса сварки.После прохождения этого курса пользователи будут знакомы со многими соображениями и переменными, которые входят в GMAW. Хорошее понимание этих концепций помогает предотвратить получение сварщиками нерегулярных или дефектных сварных швов. | Продвинутый | Английский | (650220) Приложения GMAW 220 |
| Интернет | Сварка | 650 | Сварка | 640215 | Расширенные приложения GMAW 302 | Advanced GMAW Applications предоставляет обзор различных специализированных процессов GMAW.При выполнении GMAW для нержавеющей стали или алюминия сварщики должны учитывать несколько факторов. Во многих сложных процессах используются источники питания, которые предлагают различные типы управления, такие как управление формой волны, адаптивное управление и синергетическое управление. Усовершенствованные процессы GMAW включают передачу импульсов, прецизионный импульс, перенос поверхностного натяжения и импульс алюминия переменного тока. GMAW также хорошо подходит для автоматизации. Роботизированная сварка в среде защитного газа — одна из самых популярных форм автоматической сварки. После прохождения этого курса пользователи будут готовы научиться выполнять более специализированные и продвинутые процессы GMAW.Эти процессы становятся все более популярными, поскольку они обеспечивают неизменно качественные сварные швы без тех же недостатков, что и традиционные методы. Понимание передовых и специализированных процессов GMAW важно для сохранения конкурентоспособности в современной сварке. | Продвинутый | Английский | (650220) Приложения GMAW 220 |
| Онлайн | Сварка | 650 | Сварка | 650310 | Дуговая сварка алюминиевых сплавов 310 | Этот класс описывает сварочные характеристики алюминия и объясняет, как его свойства влияют на каждую переменную в процессе сварки. | Продвинутый | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640200 | Приложения SMAW 311 | SMAW Applications подробно описывает процесс подготовки оборудования SMAW к сварке и основные шаги, которые должен предпринять сварщик, чтобы выполнить успешную сварку SMAW. Сварщики должны уметь определять различные типы электродов, которые можно использовать для SMAW, и выбирать электрод для конкретного применения.Затем сварщик должен выбрать метод зажигания дуги и пропуска валика, а также должен знать, как эффективно разорвать и повторно запустить дугу, когда это необходимо. SMAW не является идеальным процессом, и этот класс охватывает различные дефекты, которые может содержать сварной шов в результате различных ошибок оператора или других причин. Чтобы быть опытным и квалифицированным сотрудником, сварщик должен знать основные базовые методы процесса сварки. . SMAW Applications обучает сварщиков основным компонентам процесса дуговой сварки в среде защитного металла, а также тому, как выявлять и предотвращать распространенные нарушения непрерывности. | Продвинутый | Английский | (650210) Приложения SMAW 210 |
| Интернет | Сварка | 650 | Сварка | 640220 | Приложения FCAW 321 | FCAW Applications предоставляет исчерпывающий обзор того, как выполнять процессы FCAW. Перед началом FCAW важно подготовить стык и выбрать подходящий электрод.Во время FCAW сварщик контролирует ориентацию электрода и скорость его перемещения. Сварщики также должны знать о многих переменных, связанных с FCAW, таких как сила тока, напряжение и защитный газ, а также о влиянии таких переменных. Понимание переменных помогает предотвратить разрывы и дефекты сварки FCAW, такие как чрезмерное разбрызгивание, пористость и включение шлака. После прохождения этого класса пользователи будут знакомы со многими соображениями и переменными, которые входят в использование процессов FCAW, что важно для обеспечения качества сварные швы и предотвращение разрывов и дефектов сварного шва.Способность распознавать типичные проблемы при сварке и избегать их позволяет сократить количество бракованных деталей и повысить качество. | Продвинутый | Английский | (650230) Приложения FCAW 230 |
| Онлайн | Сварка | 650 | Сварка | 640230 | Приложения GTAW 331 | GTAW Applications содержит обзор практических применений процесса дуговой сварки вольфрамовым электродом в газе.Он охватывает все части процесса, включая средства индивидуальной защиты, источники питания, полярность, силу тока, электроды, защитный газ, колпачки, зажигание дуги, присадочный металл, методы сварки, возможные дефекты, а также профессиональные и промышленные применения. для любого сварщика, которому требуется глубокое понимание GTAW. Его ориентация на применение расширяет «Введение в GTAW» на практическую сферу, открывая путь к практическому обучению GTAW-сварке. | Продвинутый | Английский | (650240) Приложения GTAW 240 |
Сварка | Технический колледж Рентон
Требования к сертификату помощника сварщика:
| Курс № | Название курса | Кредиты |
| COL 101 | Успех колледжа | 2 |
| СВАРНЫЙ 101 | Термическая резка | 3 |
| СВАРНЫЙ 102 | Кислородно-ацетиленовая сварка и пайка | 7 |
| WTD 109 | Сертификация безопасности, инструментов и оборудования | 3 |
| WTD 168 | Торговая математика I | 4 |
| WTD 175 | Связь для торговли | 1 |
| WTD 180 | Профессиональные отношения с людьми | 2 |
| Всего | 22 |
Требования для получения сертификата сварщика:
| Курс № | Название курса | Кредиты |
| Сертификат помощника сварщика | 22 | |
| СВАРКА 104 | Введение в дуговую сварку | 3 |
| СВАРКА 105 | Дуговая сварка защищенного металла I | 7 |
| СВАРКА 106 | Дуговая сварка защищенного металла II | 7 |
| СВАРКА 130 | Чтение чертежей | 3 |
| СВАРКА 138 | Сертификат SMAW | 7 |
| Всего | 49 |
Требования к сертификату сертифицированного сварщика:
| Курс № | Название курса | Кредиты |
| Свидетельство сварщика | 49 | |
| СВАРНЫЙ 110 | Дуговая сварка порошковой проволокой | 7 |
| СВАРНЫЙ 111 | Газовая дуговая сварка металла | 7 |
| СВАРНЫЙ 120 | MIG Алюминий | 5 |
| СВАРНЫЙ 135 | Сварочные процессы и применение | 3 |
| СВАРНЫЙ 136 | Сварка металлургия | 3 |
| СВАРКА 140 | Сертификация GMAW / FCAW | 6 |
| Всего | 80 |
Требования к сертификату выполненных работ:
| Курс № | Название курса | Кредиты |
| Сертификат сертифицированного сварщика | 80 | |
| СВАРНЫЙ 114 | Газовая вольфрамовая дуговая сварка I | 7 |
| СВАРКА 115 | Газовая дуговая сварка вольфрамом II | 6 |
| Сварка труб I / Сварка I / Робототехника Сварка I * | 6 | |
| Сварка труб II / Сварка II / Робототехника Сварка II * | 6 | |
| Всего | 105 |
* Учащиеся выбирают последовательность сварки труб, сварочного производства или роботизированной сварки для получения сертификата об окончании.Студенты должны выполнить одинаковый тип сварки для обеих частей последовательности.
Последовательность сварки труб:
| Курс № | Название курса | Кредиты |
| СВАРКА 142 | Сварка труб I | 6 |
| СВАРКА 143 | Сварка труб II (с сертификатом) | 6 |
Последовательность сварки:
| Курс № | Название курса | Кредиты |
| СВАРКА 144 | Сварочное производство I | 6 |
| СВАРКА 145 | Сварочное производство II | 6 |
Последовательность роботизированной сварки:
| Курс № | Название курса | Кредиты |
| СВАРКА 146 | Робототехника Сварка I | 6 |
| СВАРКА 147 | Робототехника Сварка II | 6 |
Требования для получения степени AAS:
| Курс № | Название курса | Кредиты |
| Акт выполненных работ | 105 | |
| AMATH 175 | Финансовая математика | 5 |
| CMST 280 | Межкультурная коммуникация или | |
| CMST и 101 | Введение в коммуникацию | 5 |
| КОМП 100 | Прикладная композиция или | |
| АНГЛИЙСКИЙ и 101 | Английская композиция | 5 |
| PSYC и 100 | Общая психология | 5 |
| Всего | 125 |
Дополнительные курсы:
| Курс № | Название курса | Кредиты |
| WHFRS 101 | Обучение работе с вилочным погрузчиком (опция) | (1) |
| WHFRS 201 | Повторная сертификация вилочного погрузчика (опция) | (0) |
Рабочий сварочного производства — Учебный центр Детройта
тем
Дуговая сварка Smaw SHIELDED, базовая —Дуговая сварка защищенного металла, также известная как ручная дуговая сварка металлическим электродом или дуговая сварка под защитным флюсом, представляет собой процесс, в котором используется покрытый флюсом электрод для формирования сварного шва.Когда электричество проходит через электрод, флюс образует газ, который экранирует электрическую дугу в пространстве между электродом и свариваемым металлом, предотвращая загрязнение сварного шва атмосферными газами.
Резка резаком
В рамках этого курса основное внимание будет уделено наконечнику резака, который основан на характеристиках пламени используемого горючего газа, а также на резке материала. Наконечники для резки резака бывают двух видов: цельные и состоящие из двух частей. В этом курсе студенты узнают вводную информацию о резке резаком.
Резка резаком Advanced Class
В рамках этого курса основное внимание будет уделено наконечнику резака, который основан на характеристиках пламени используемого горючего газа, а также на резке материала. Наконечники для резки резака бывают двух видов: цельные и состоящие из двух частей. Студенты изучают оба в этом курсе.
Введение в сварку MIG
В процессе газовой дуговой сварки (GMAW / MIG) используется электрическая дуга, возникающая между плавящимся проволочным электродом и заготовкой.GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариациями процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла шва по сравнению с GTAW или SMAW, а при реализации в полуавтоматическом режиме обычно требуется меньше навыков сварщика.
Введение в дуговую сварку
Процесс газовой дуговой сварки вольфрамом (GTAW) — это очень универсальный процесс сварки во всех положениях, который широко используется для соединения сплавов на основе никель / кобальта.В GTAW тепло для сварки генерируется электрической дугой, возникающей между неплавящимся вольфрамовым электродом и заготовкой. GTAW может выполняться вручную или адаптироваться к автоматическому оборудованию и может использоваться как в производстве, так и в ремонтных сварочных ситуациях. Это процесс, который обеспечивает точный контроль температуры сварки и поэтому обычно используется для сварки тонкого основного металла и наплавки корневых проходов швов более толстого сечения.