Как работать полуавтоматическим сварочным аппаратом: техника, режимы, этапы. Как сваривать полуавтоматом
Как варить полуавтоматом - видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
0,6 мм;
0,8 мм;
1 мм;
1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
варит тонкий металл – толщина заготовок начинается от 0,5 мм;
универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
на готовом сварочном соединении нет шлака;
во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
плюсовая клемма подключается к горелке, минусовая к заготовке;
для каждого вида металла применяется специальная проволока (для алюминия, нержавейки).
сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
от настройки механизма подающего проволоку, зависит качество шва;
шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
Силу тока.
Скорость подачи проволоки.
Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
в стык;
тавровое;
в нахлест;
угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
Толщина заготовок до 3-х мм – направление сверху вниз.
Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
Равномерную скорость движения горелки.
Расстояние от горелки до заготовки.
Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
обычный – любые типы соединений;
заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
сила тока и скорость подачи проволоки уменьшается;
нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
между деталями делается зазор 1-2 мм;
ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Поделись с друзьями
1
0
3
0
svarkalegko.com
Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
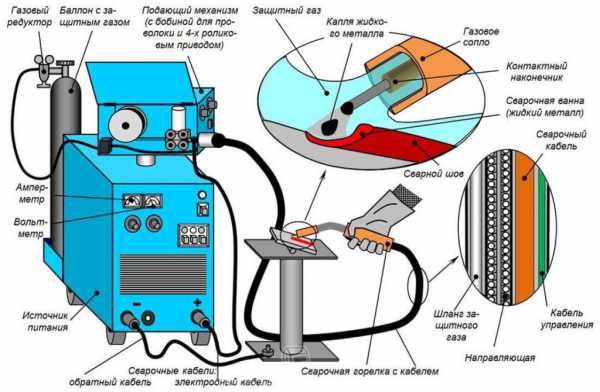
Сварочный полуавтомат состоит из:
корпуса, в котором находится мощный трансформатор;
шланга для подачи тока и газа к горелке;
кабелей для подключения к «массе» и электрической сети;
механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
Сварочный ток подаётся на горелку одновременно с защитным газом.
В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
корпус сварочного аппарата должен заземлён;
запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
сварочный аппарат;
перчатки;
защитную маску;
баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.
Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.
Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.
Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
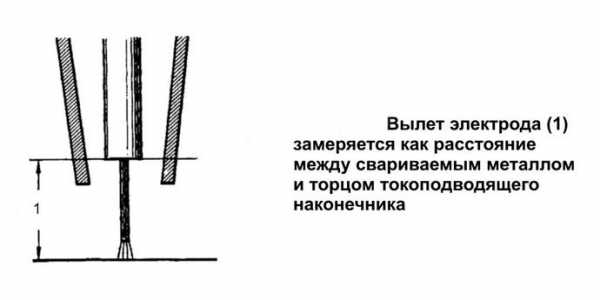
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
зачищается поверхность свариваемых деталей от оксидной плёнки;
нагреваются заготовки в печи или с использованием газовой горелки;
включается сварочный аппарат в режим переменного тока высокой частоты;
подключается баллон с аргоном или аргоногелиевой смесью;
производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Загрузка...
plavitmetall.ru
Как варить полуавтоматом правильно? Как варить полуавтоматом без газа?
Сварочные работы являются одним из самых ответственных этапов как промышленного производства, так и малого бизнеса. Не следует также забывать об их важности в аспекте даже банального приусадебного хозяйства. Во всех этих случаях от качества сварки часто зависит не только эксплуатационная надежность готового изделия, но и безопасность людей, которые им пользуются.
Особенно надежна и качественна сварка полуавтоматическими сварочными аппаратами, выполняемая в среде инертных газов. Знаете, как варить полуавтоматом? Сегодня мы именно об этом и поговорим.
Общие понятия
В общем и целом, процесс этот является одной из многих разновидностей классической электродуговой сварки. Так как ее сопротивление намного выше такового для электрода, большая часть энергии выделяется в пространство около дуги, оплавляя свариваемую поверхность и сам электрод, в результате чего образуется так называемая сварная ванна.
После того как соединение остынет и закристаллизуется, образуется сварной шов, который на данном этапе развития технологий считается наиболее надежным способом сочленения металлических деталей.
Основные принципы сварки полуавтоматом
В отличие от классической дуговой сварки, в рассматриваемом нами процессе превалирующее значение имеют две вещи: электрод (сварная проволока) и инертный газ, защищающий сварную ванну. Перед тем как варить полуавтоматом, очень желательно последний купить в достаточном количестве.
Последнее обстоятельство чрезвычайно важно. Дело в том, что сварной шов всеми доступными способами стараются сохранить от взаимодействия с кислородом окружающей среды во время проведения работы: во-первых, в противном случае образуется много окалины, а поверхность соединения становится далека от идеала. Во-вторых, в самом металле шва появляется огромное количество окислов, которые крайне негативно влияют на качество готового сочленения. Именно поэтому в сварном деле широко используется аргон и углекислота.
Схематичное описание процесса сварки
Чтобы узнать, как варить полуавтоматом, нужно обязательно представлять себе главные принципы его работы.
В процессе сварки электрод (проволока) проходит сквозь сопло горелки, где и расплавляется из-за высокой температуры дуги. Так как сварочная проволока подается непрерывно, удается достичь постоянного качества и скорости процесса. Направление и скорость выбираются вручную. Следить за непрерывностью подачи электрода также приходится самому сварщику. В международной классификации такой процесс обозначается как GMAW (gas metal arc welding). Различают сварку в инертном или активном газе.
Последний используется в тех случаях, когда свойства металла не позволяют достичь каких-то особенных характеристик сварного шва. Вот как варить полуавтоматом.
Какое для этого требуется оборудование?
В комплект оборудования должен входить сам сварочный аппарат, источник сварного тока, устройство для подачи проволоки, а также баллон с газом. Устройства такого типа выпускаются как в портативных вариантах, так и в виде шасси для использования в полевых условиях. Так как научиться варить полуавтоматом подобного типа сложно, к работе допускаются только специалисты, прошедшие необходимый инструктаж.
Какими характеристиками отличается обычное оборудование подобного типа?
Сила тока от 40 до 600 А.
На самой сварочной дуге напряжение составляет от 16 до 40 В.
Скорость прохождения скрепляемого участка может достигать 2 см в секунду.
Для различных целей и материалов используется проволока, толщина которой составляет от 0,5 до 3 мм.
За секунду расходуется от 30 до 250 мм электрода.
Расход инертного газа может достигать 60 литров за одну минуту. Минимальным значением считается расход в три литра за одну минуту.
В один сварочный баллон помещается до 100 литров инертного или активного газа.
Полуавтоматические сварочные аппараты во многом различаются по устройству механизма для подачи электродной сварочной проволоки, так что на этом моменте следует остановиться подробнее. В наиболее распространенном варианте используется толкательный тип: он сильно упрощает конструкцию горелки, но в этом случае длина шланга для подачи газа ограничена максимум тремя метрами. Лучше использовать тянущую конструкцию: длина шланга в этом случае может достигать 20 метров.
Перед покупкой сварочного аппарата следует самое пристальное внимание обратить на горелку. Так как сопло является тем элементом, который изнашивается едва ли не быстрее всего, оно должно быть максимально качественно изготовлено. Обратите внимание, что при сварке нужно постоянно очищать его от прилипших кусочков окалины. Очень внимательно нужно следить за состоянием наконечника, так как в случае его повреждения качество сварки резко падает.
Важно! Перед тем как варить нержавейку полуавтоматом, купите сменные комплекты. На нержавеющую сталь уходит много проволоки и инертного газа. Для ее сварки требуется мощная электрическая дуга, металл сильно греется, сопло быстро изнашивается.
Какие материалы следует использовать в работе?
Как мы уже говорили, проволоку можно использовать от 0,5 до 3 мм толщиной. Чем она тоньше, тем лучше горение дуги, тем глубже проплавление свариваемого материала. Учтите, что можно использовать электрод толще 3 мм, но на каждый «лишний» миллиметр должно приходиться по 100 дополнительных ампер.
Инертные газы могут быть использованы как в чистом виде, так и в смесях. Средний расход газа легко высчитать, зная среднюю скорость прохождения обрабатываемого участка и удельное потребление расходного материала, которое можно узнать из справочников для специалистов по сварке.
Немного о силе тока и напряжении
Разумеется, сила тока зависит от толщины свариваемого материала, а также от диаметра используемой проволоки. Чем толщина больше, тем глубина проплавления материала и общая производительность работы меньше. Чем напряжение выше, тем глубже проплавление металла. Но нужно помнить, что при этом увеличивается объем сгоревшего материала и окалины, а ширина шва сильно растет. Напряжение выставляется по силе тока. Информацию подробнее нужно искать в инструкции к сварочному аппарату.
Скорость подачи электрода устанавливается, исходя из характеристик материала и требуемой прочности шва. Время сварки зависит как от толщины соединяемого материала, так и от предполагаемой ширины шва. На высокой скорости, таким образом, настоятельно рекомендуем делать только узкие соединения, так как при широких швах вы получите отвратительное качество сочленения и большое количество окалины.
О расходе газа
Чем проволока толще, тем больше расходуется инертного газа на защиту поверхности свариваемого материала. Понизить расход можно, плотнее прижимая сопло горелки к рабочей поверхности, или же банально уменьшив скорость сваривания деталей. Внимание! Если вы переборщите со скоростью (увеличивая ее ради роста производительности), наконечник сопла может выйти за пределы сварочной ванны, подвергаясь ускоренному окислению и разрушаясь от этого.
Правильная работа с электродами
Стабильность сварочного процесса во многом зависит от выпуска и скорости расхода электродной проволоки. Чем вылет больше, тем менее стабильной становится дуга. Кроме того, в этом случае огромное количество материала уходит в окалину. Во многом это связано с тем, что резко сокращается зона сварочной ванны, наконечник и сам материал начинают окисляться ускоренными темпами. Если вылет излишне мал, резко ухудшается видимость при проведении сварки.
Варка алюминия
А как варить алюминий полуавтоматом? Алюминий – металл химически инертный, так как на его поверхности имеется толстая амальгама. Чтобы ее прожечь, нужна мощная дуга. В качестве электрода используется тонкая алюминиевая проволока. Обязательно (!) нужно использовать инертный газ, так как при малейшем доступе кислорода амальгама мгновенно восстанавливается.
Важные рекомендации
Если вы варите тонкий металл, то шов обязательно нужно вести сверху вниз. Шов необходимо делать как можно более тонким, так как в этом случае его толщина получается примерно одинаковой с обеих сторон. Если вы делаете излишне широкое сочленение, то вряд ли сумеете избежать прожога материала. Чтобы избежать порчи материала, рекомендуем увеличивать скорость сварки, уменьшая при этом напряжение сварочного тока.
В том случае, когда вы варите материал на подкладочном основании, обеспечьте как можно более плотное его прижатие. Дело в том, что дуга очень сильно разогревает металл, в результате чего его листы небольшой толщины начинают сильно изгибаться из-за температурной деформации. Чтобы уменьшить проявления этого физического эффекта, изгибайте стыки в сторону подкладки. Так как правильно варить полуавтоматом данным способом может быть сложно, перед работой сделайте несколько пробных швов.
Если свариваемый металл более 1,5 мм в толщину, советуем производить работу на весу. Настоятельно при этом рекомендуем располагать электрод в вертикальном положении, направляя его точно на ванну. Сваривая метал толщиной от 1,3 до 2 миллиметров, выбирайте режимы так, чтобы шов получался максимум за один проход. Перед тем как правильно варить полуавтоматом машину, обязательно подгоните детали друг к другу, разметьте фронт работ: кузов легко испортить, так что работать нужно очень аккуратно.
Если зазоры между плохо подогнанными деталями слишком велики, рекомендуем поступать следующим образом: также проводить сварку сверху вниз, проводить эксперименты с колебаниями мощности, а также время от времени прекращать работу, давая законченным участкам окрепнуть. Еще раз напомним: перед тем как правильно варить полуавтоматом, желательно подогнать детали друг к другу. Вы потратите совсем немного времени, зато процесс сварки пойдет куда быстрее.
Варим металл без использования инертных газов
Все вышесказанное справедливо для сварки металлов в среде инертных газов. Но что же делать в том случае, когда у вас попросту нет возможности или средств для покупки баллонов, как варить полуавтоматом без газа? Специально для этих случаев производители выпускают особые сорта электродной проволоки.
При ее изготовлении могут быть использованы две технологии: запрессовка в тонкую металлическую трубку флюса или же включение его компонентов непосредственно в металл электрода.
Чем же хороша такая проволока? Все дело в физике: когда электродуговой разряд начинает ее расплавлять, вокруг сварной ванны образуется облако из тех соединений, которые входят в состав флюса. Таким образом, заменяется классический инертный газ, так как сгоревший флюс защищает свариваемый материал не намного хуже.
Вот как варить полуавтоматом без газа.
Немного о технике безопасности
Наша статья была бы не полной, если бы мы не упомянули о требованиях техники безопасности. Напомним, что ТБ при проведении электродуговой сварки требует создания как минимум десятиметровой защитной зоны вокруг места проведения работ. Если расстояние будет меньше, то присутствующие люди всерьез рискуют получить тяжелые ожоги сетчатки глаза. Чтобы подробнее узнать о конкретных нормативах и правилах, следует внимательно прочитать инструкцию к своему оборудованию.
Специалист в обязательном порядке должен использовать индивидуальные защитные приспособления, тщательнейшим образом проверять перед началом работы все имеющееся оборудование. Строго запрещено начинать сварку, если выявлена хоть одна механическая или электрическая неисправность. Всегда помните о том, что сварочные работы являются источником повышенной опасности возникновения пожара.
Так как варить полуавтоматом сварочным зачастую приходится в помещениях, убирайте из зоны работ весь горючий материал.
Выводы
В завершение нужно сказать, что качество сварки получается действительно высоким только в том случае, когда поверхность деталей перед проведением работ тщательно зачищается от загрязнений и жиров. Кроме того, огромную роль играет правильная настройка оборудования: если вы переборщите с мощностью, можете прожечь листы железа насквозь. Решите делать работу медленнее – высока вероятность неаккуратных широких швов и появления большого количества окалины.
На последнюю не только уходит металл самой детали. Как мы говорили выше, окалина способствует скорейшему износу сопла горелки и прочих важных деталей сварочного аппарата. Очень важно это помнить перед тем как варить полуавтоматом машину: металл кузова особой толщиной не отличается, а потому может прогореть насквозь.
fb.ru
Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
аппараты для сваривания металла под флюсом;
полуавтоматические системы для сварки в среде инертных газов;
автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
автоматы, в которых используется сплошной стальной электрод;
системы сварки сплошной алюминиевой проволокой;
универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Режим с коротким замыканием сварочной дуги и без него.
Крупно-, средне- и мелкокапельные виды.
Режимы с разбрызгиванием флюса и без него.
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
цикличная сварка, когда используется короткая дуга;
точечный тип;
импульсная сварка;
вариант со струйным перемещением свариваемого металла;
сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.
Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Тянущие разновидности.
Подающие механизмы толкающего типа.
Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа?
Отличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?
Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму. Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
fb.ru
Полуавтоматическая сварка: техника и технология работы
Во время строительства здания либо капремонта авто не обойтись без сварочного аппарата. Он используется, чтобы качественно соединять детали из металла, входящие в состав определенной конструкции. Сегодня весьма часто применяется полуавтомат сварочный. Он позволяет качественно и надежно соединять детали как из черного, так и из цветного металла.
Как работает полуавтомат для сварки
Чтобы понять, как варить полуавтоматом, нужно разобраться в принципе его работы. При сваривании подобным устройством электроды не применяются. Используется особая проволока для сварки, плавящаяся в газовой среде. Инертный газ (или углекислота) должен беспрерывно подаваться из газового баллона.
При выполнении сварки полуавтоматом тепловая энергия плавит деталь. Благодаря этому создается сварное соединение, формируется надежный шов. Полуавтомат состоит из:
управляющего блока;
блока питания;
резервуара с газом;
узла, подающего проволоку;
емкости с проволокой;
шланга для подачи газа;
газовой горелки;
газового оборудования.
Эксплуатационные показатели полуавтоматического сварочного аппарата должны быть такими:
сила электротока – 40-600 ампер;
напряжение сварной дуги – 16-40 вольт;
скорость сваривания – 20 миллиметров в секунду;
расход проволоки в секунду – 3-25 сантиметров;
затраты инертного газа в минуту – 3-60 литров;
объем баллона – до 100 литров.
Режимы сваривания
Выбор режима сваривания рабочий производит, учитывая толщину металла. Если металл имеет толщину больше 5 мм, сваривать его нужно в 2 стадии. Каждый слой необходимо класть точно друг на друга. В таком случае вы получите высококачественный шов.
Технология сварки полуавтоматом может быть следующей:
Стыковая. Обычно осуществляется при ремонте транспортного средства. Нужно следить за тем, чтобы между свариваемыми запчастями не было промежутков. Шов получается точечным и беспрерывным.
Внахлест. Самый легкий метод. На приготовленную поверхность укладывается кусок металла. Его сваривают с ней точечным методом.
По отверстиям. Заплатку с высверленными отверстиями сваривают с необходимой деталью. Шов создается по имеющимся отверстиям.
Подготовка проволоки, газа, настройка аппарата
В полуавтоматических аппаратах электродным элементом служит особая сварная проволока. Ее радиус равняется 0,03-0,06 см. Обычно сварщики пользуются проволокой радиусом 0,04 см. Перед тем как начать работать аппаратом, необходимо поместить в него катушку, дотянуть проволоку до выхода из горелки, настроить степень ее прижатия посредством специального ролика.
Техника сварки полуавтоматом предполагает обязательное использование газа. Газ можно не применять в устройствах, оборудованный флюсовой проволокой. Как работает подобное оборудование? При сгорании флюс, который входит в состав проволоки, образует газовое облако. Оно защищает сварную ванну от воздуха, предотвращает окисление.
Обычно для сварки полуавтоматом применяется углекислота либо ее смесь с аргоном. Первый вариант дешев, распространен, подойдет для сваривания стали. Второй вариант обеспечивает высокую стабильность дуги и снижает количество брызг при обработке детали.
Перед тем как начать работу сварочным полуавтоматом, подключите баллон к наконечнику прибора, задайте рабочую компрессию. У большей части аппаратов возможно установить только 2 параметра: напряжение и скорость подачи проволоки.
Современные устройства оснащены переключателем индуктивности. Изменяя данный показатель, возможно влиять на тип дуги. Если дуга «холодная», формируется неширокое соединение, сталь проплавляется глубоко. При «горячей» дуге все наоборот.
Для того чтобы правильно отрегулировать показатели устройства, соответственно с толщиной и характеристиками материала, радиусом применяемой проволоки, иными показателями, необходимо использовать таблицу. Она присутствует в сопроводительных документах к сварному аппарату.
Правила сваривания
Существуют определенные правила, соблюдение которых, вкупе со знанием принципа работы сварочного полуавтомата, позволит вам создать качественное сварное соединение.
Правильно настраивайте прибор. В таком случае вы избежите возникновения разрывов, обеспечите ровное горение дуги.
Электродную проволоку необходимо устанавливать направлением вперед. В таком случае дуга не порвется даже при резких перемещениях. Кроме того, она будет поджигаться почти моментально.
Не нужно выполнять замену электродных элементов, очистку швов от накопившегося шлака.
Как выполняется сваривание в углекислотной среде
Углекислота, защищающая свариваемый металл от воздуха, провоцирует начало окислительных процессов. Чтобы свести влияние окисления к минимуму, применяют проволоку, содержащую медные, кремниевые, марганцевые элементы.
Один из популярных сегодня способов обработки металла – это заваривание заплатками. Оно выполняется по такому алгоритму:
Выкраивание завариваемого отверстия из плотного картона.
Вырезание отверстия.
Создание дырок по периметру заплатки из металла. Промежутки между отверстиями должны составлять примерно 20 миллиметров.
Наложение заплаток на отверстия, выполнение сварки полуавтоматом.
Как выполняется сваривание без газа
Сегодня большое распространение получила сварка труб полуавтоматом без газа. Подобная процедура осуществляется по следующему алгоритму:
Установите нужную силу электрического тока и скорость сварки (быстроту подачи проволоки). Учитывайте толщину материала, который обрабатываете. Можете использовать таблицу, находящуюся в руководстве к прибору.
Выберите и установите сменные шестеренки. Это даст вам возможность отрегулировать быстроту подачи электродного элемента, то есть проволоки. Если есть коробка скоростей, используйте ее.
Настройте блок питания так, чтобы нормализовать напряжение и силу тока. Благодаря этому дуга будет стабильной. Кроме того, валик правильно сформируется, вы получите нужное вам количество флюса, который расплавился.
Для того чтобы проволока начала подаваться, переключите селектор в режим «Вперед». Если установить режим «Назад», проволока станет наматываться на катушку.
Заполните воронку флюсом. Держатель должен быть направлен так, чтобы конец мундштука располагался над областью сваривания. Подвинув заслонку воронки с флюсом, щелкните «Пуск». Параллельно с этим перемещайте держатель продольно будущему сварному соединению.
Сваривание металла небольшой толщины
Сваривание сделанных из тонколистового металла труб полуавтоматом дает возможность быстро и качественно создать сварное соединение. Тонким считается лист металла не толще 5 миллиметров. Такой материал нередко используют при изготовлении автомобильных запчастей, трубных изделий. Главная проблема при сварке тонколистового материала заключается в том, что он может повредиться, следовательно, появятся прожиги.
Промеж обрабатываемого изделия и электрода не должно быть даже маленького разрыва, иначе дуга оборвется. Ввиду этого прежде чем начинать сваривать тонколистовой металл, нужно научиться сварке толстых металлов.
Как выполнить сварку полуавтоматом для начинающих, если речь идет о тонком металле? Процедура сваривания состоит из трех стадий:
Настройте скорость подачи проволоки. Выберите подходящую проволоку. Электрический ток должен иметь силу, соответствующую показателям обрабатываемого материала. Обычно изготовитель прописывает оптимальную для каждого случая силу тока в руководстве. Проволока должна иметь диаметр 2-5 миллиметров. Установите ее в держатель, присоедините клемму массы к свариваемой поверхности. Для предотвращения залипания не подносите клемму к обрабатываемому изделию чересчур быстро.
Зажгите дугу. Прикоснитесь электродным элементом к сварному шву под маленьким углом. Так вы осуществите активацию электрода. Между электродом и деталью должен быть промежуток, соответствующий диаметру проволоки.
Если вы все сделали грамотно, должен получиться высококачественный сварной шов. Устраните накипь и окалины посредством молотка.
Как сваривать толстый металл
При сваривании деталей, толщина которых превышает 4 миллиметра, необходимо, кроме очищения кромок от загрязнений, лакокрасочных материалов, ржавчины, осуществлять снятие фаски. Процедура снятия фаски подробно описана в соответствующем ГОСТе.
Для того чтобы надежно соединить толстые детали, необходимо не просто перемещать дугу продольно соединяемым кромкам, а еще и осуществлять колебательные движения горелкой. Обыкновенно горелку перемещают зигзагообразно либо возвратно-поступательно. Ширина захода расплавленного металла соединения на поверхность заготовки должна равняться толщине детали.
Прежде чем начать сваривание, необходимо установить промежуток между соединяемыми заготовками. Без промежутка материал не проварится, шов будет поверхностным и непрочным.
Техника безопасности
Необходимо не только соблюдать нормы ГОСТа и учитывать характеристики сварочного аппарата (полярность при сварке, скорость подачи проволоки), но и следовать правилам техники безопасности. Они таковы:
При включении аппарата удостоверьтесь, что рубильник и кнопочный выключатель исправны.
В первую очередь, запускайте рубильник. Лишь после этого выполняйте включение блока питания.
Выполняйте проверку шлангов, по которым идет защитный газ, чтобы выявить все имеющиеся дефекты.
Чтобы защитить себя и окружающих, очистите рабочую зону от мусора, оградите е, используйте специальные очки.
По окончании сваривания выключайте питание, останавливайте поступление газа.
Если у вас есть какие-либо вопросы касательно режимов сваривания, используемых газов, загляните в ГОСТ. В ГОСТе можно найти информацию, которая поможет вам выбрать оптимальный режим сварки и подходящий для конкретного случая газ.
Кроме того, можете ознакомиться с видео уроками. Приведем некоторые обучающие видеоролики, позволяющие быстро понять, как осуществляется сваривание полуавтоматическим прибором.
Скачать ГОСТ
ГОСТ 11533-75 “Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры”
ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
oxmetall.ru
Сварка полуавтоматом без газа (инстркция) также приведены плюсы и минусы
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
Содержание:
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.Сварочное оборудование
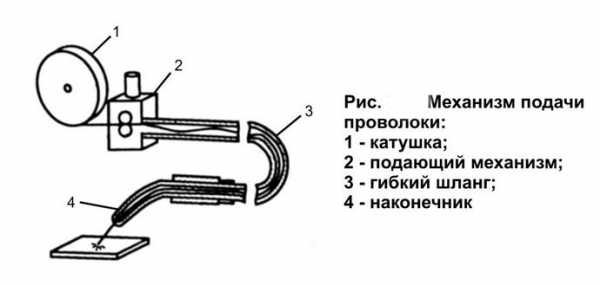
Сварочная установка должна состоять из следующих компонентов:
горелка;
шланг, через который подается проволока и газ;
механизм, подающий проволоку;
управляющая панель;
моток проволоки;
электрический провод;
блок полуавтоматического управления;
шланг, подающий газ;
редуктор, снижающий газовое давление;
нагреватель;
газовый баллон высокого давления;
выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.
Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;• для сварочных работ с защитными газами;• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.
То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.
Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
postroyka-dom.com
режимы сварки, последовательность работ (видео)
При проведении строительных работ или капитальном ремонте автомобиля практически всегда требуется сварочный аппарат, который используется для соединения между собой металлических элементов какой-либо конструкции. Среди большой разновидности сварочных аппаратов огромной популярностью пользуется полуавтоматическая сварка. Основной положительной чертой такого процесса является возможность создания качественного и надежного соединения как черного, так и цветного металла. Поэтому далее будет рассмотрено, как варить полуавтоматом.
Устройство сварочного полуавтомата.
Принцип работы и состав сварочного полуавтомата
Чтобы разобраться, как правильно пользоваться сварочным полуавтоматом, необходимо знать его принцип работы. При сварке данным агрегатом электроды не нужны, потому что такой процесс осуществляется с помощью специальной сварочной проволоки, которая плавится в газовой среде. Инертный (MIG или Metal Inert Gaz) или углекислый (MAG или Metal Active Gaz) газ должен поступать из газового редуктора (баллона) во время сварки бесперебойно.
В процессе сварки тепловая энергия оплавляет поверхности, с которыми осуществляется работа (металл и электрод). В результате этого расплавленный металл склеивает требуемые части изделия между собой, создавая крепкий и очень надежный шов.
Для осуществления сварки полуавтомат должен включать такие узлы, как:
блок управления;
блок питания;
емкость с газом;
механизм подачи проволоки;
резервуар с проволокой;
шланг, по которому поступает газ;
газовую горелку;
газовую аппаратуру.
Газовая горелка предназначена для подачи в сварочную зону электродной проволоки и защитного газа. На ее рукоятке, изготовленной из защитного материала, размещена пусковая кнопка. Токоподающий наконечник горелки изготавливается из различных материалов: меди, бронзы и др. Его эксплуатационный срок напрямую будет зависеть от материала изготовления. Подключение горелки к аппарату может выполняться с помощью неразъемного соединения или через специальный разъем.
В роли источника питания может применяться инвертор, трансформатор или выпрямитель. Наилучшим вариантом является инвертор, который позволяет добиться лучшего качества сварного шва.
Схема полуавтомата для сварки алюминия.
Проволока, используемая при сварке, может иметь диаметр от 0,6 до 2,0 мм. Для ее легкой подачи она наматывается на специальные бобины. Электродная проволока может быть изготовлена из различных материалов: обычной и нержавеющей стали, алюминия и меди.
Для осуществления сварки полуавтоматическое оборудование должно иметь следующие характеристики:
силу тока 40-600 А;
напряжение на сварочной дуге 16-40 В;
скорость сварки может достигать 20 мм/сек;
за 1 сек. может тратиться от 3 до 25 см проволоки;
расход инертного газа может достигать 60 л/мин, при этом минимальное значение составляет 3 л/мин;
1 сварочный баллон может вмещать до 100 л газа.
Режимы и методы полуавтоматической сварки
Основные типы сварных соединений.
Так как сварщику, который эксплуатирует такое оборудование, ежедневно приходится работать одновременно с разными металлами, фирмы-изготовители оснастили свою продукцию разными режимами работы. Поэтому специалист имеет возможность подобрать тот режим, который наилучшим образом справится с поставленными задачами.
Основные режимы работы сварочного полуавтомата:
с коротким замыканием сварочной дуги;
без короткого замыкания;
с разбрызгиванием флюса;
без разбрызгивания флюса;
крупно- средне- и мелкокапельные режимы.
Применение того или иного режима работы зависит как от назначения свариваемой детали, так и от материала ее изготовления.
Таблица дефектов сварочных швов.
Чтобы сварщикам было легче ориентироваться в выборе метода сварки, существует более подробная классификация режимов:
импульсная сварка;
цикличная с короткой дугой;
вариант со струйным перемещением обрабатываемого металла;
точечный вариант;
работа при непрерывном круговом переносе металла.
Если применяется углекислота, то обычно используется импульсно-дуговой режим с постоянным током обратной полярности. При этом скорость сварки небольшая, зато дуга будет иметь большую стабильность, что позволит добиться более прочного соединения.
Учитывая тот факт, что полуавтоматом можно заварить как толстый (до 40 мм), так и достаточно тонкий (0,5 мм) металл, необходимо знать основные методы такой сварки:
Стыковая. Часто используется при ремонте автомобилей, когда какой-либо элемент меняется частично. Стыковая сварка — это соединение точечным или сплошным швом. Такой метод требует большой квалификации сварщика.
Внахлест. Является самым простым методом. При этом на подготовленную поверхность ложится кусок металла, который в большинстве случаев заваривается точечно.
По готовым отверстиям. Готовую заплатку с просверленными отверстиями приваривают к подготовленной поверхности. В этом случае соединение осуществляется по отверстиям.
Подготовка поверхности металла и аппарата к работе
Углы наклона мундштука горелки при сварке стали различной толщины.
Перед тем как приступать к сварочным работам, необходимо правильно к ним подготовиться. Первым делом следует подготовить поверхность, которая будет свариваться, чтобы на сварочном шве не образовались поры. Для этого с помощью стальной щетки и сухой ветоши с поверхности металла удаляют грязь, пыль, влагу, ржавчину и масло, после чего ее обезжиривают и протравливают.
После того как поверхность будет подготовлена надлежащим образом, можно переходить к подготовке самого аппарата. Для этого нужно:
Проверить заземление, так как от его качества и надежности будет зависеть безопасность работы со сваркой.
Проверить питающую сеть по уровню напряжения, потому что данное оборудование сильно восприимчиво к перепаду напряжения и другим отклонениям питающего напряжения от номинальных значений.
Выбрать режим работы сварки.
Отрегулировать диаметр наконечника на величину, которая будет немного превышать диаметр используемой проволоки.
Проверить регулировку подающего устройства и горелки. Если эти элементы плохо отрегулированы, то это может привести к серьезным ошибкам во время выполнения сварочных работ.
Проверить качество электродной проволоки. Она не должна иметь вмятин, трещин, отслоений и других видимых дефектов.
Последовательность выполнения сварочных работ полуавтоматом
Схема движения электрода.
С учетом толщины обрабатываемого металла выставьте требуемую силу рабочего тока и характерную ей скорость подачи проволоки. Для этого можно воспользоваться таблицей, которая находится в инструкции к сварочному аппарату.
Выбор и установка сменных шестерней позволяет настроить требуемую скорость подачи электрода. Для этого также можно воспользоваться таблицей или специальной коробкой скоростей.
Отрегулируйте блок питания, чтобы он выдавал требуемое напряжение и рабочий ток. Это позволит добиться хорошей дуги, правильного формирования валика и требуемое количество расплавленного флюса.
Для подачи проволоки соответствующий переключатель установите в положение «Вперед», после чего проволока начнет поступать к месту сварки. Переключив тумблер в положение «Назад», проволока начнет наматываться на катушку.
Наполните воронку флюсом. После этого направьте держатель таким образом, чтобы конец мундштука оказался над сварочным местом. Отодвинув заслонку флюсовой воронки, нажмите «Пуск» и одновременно с этим начинайте двигать держателем вдоль предполагаемого образования сварочного шва.
Правила безопасности при работе с полуавтоматом
Рассматривая, как правильно варить полуавтоматом, необходимо остановиться на основных правилах безопасности:
включая сварочное устройство, проверьте исправность рубильника и кнопочного выключателя;
запуская аппарат, сначала нужно включить рубильник и только после этого можно включать сам блок питания;
проверьте шланги, по которым поступает защитный газ на наличие возможных повреждений;
для защиты себя и окружающих уберите мусор с рабочего места, после чего оградите его, наденьте защитные очки;
после завершения работ отключите питание и подачу газа.
Добиться высокого качества сварки вы сможете только в том случае, если перед работой вы правильно настроите аппарат и подготовите обрабатываемую поверхность металла, а в процессе сварки будете в точности выполнять все правила и рекомендации специалистов.
Mitsubishi Pajero Sport: удар по Prado? В редеющем, но популярном у нас сегменте рамных вседорожников появился сильный игрок – легендарный Mitsubishi Pajero Sport третьего поколения, который полностью затмил предшественника. Но хватит ли пр...
Toyota Corolla: юбилею посвящается В честь 50-летнего юбилея своей популярной модели компания Toyota обновила мировой хит под названием Corolla. По традиции рестайлинг подчеркнул преимущества бестселлера. Внешний вид стал более выразит...
 Добавить сайт в избранное
Добавить сайт в избранное










 Особенно надежна и качественна сварка полуавтоматическими сварочными аппаратами, выполняемая в среде инертных газов. Знаете, как варить полуавтоматом? Сегодня мы именно об этом и поговорим.
Особенно надежна и качественна сварка полуавтоматическими сварочными аппаратами, выполняемая в среде инертных газов. Знаете, как варить полуавтоматом? Сегодня мы именно об этом и поговорим. Чтобы узнать, как варить полуавтоматом, нужно обязательно представлять себе главные принципы его работы.
Чтобы узнать, как варить полуавтоматом, нужно обязательно представлять себе главные принципы его работы.
 Инертные газы могут быть использованы как в чистом виде, так и в смесях. Средний расход газа легко высчитать, зная среднюю скорость прохождения обрабатываемого участка и удельное потребление расходного материала, которое можно узнать из справочников для специалистов по сварке.
Инертные газы могут быть использованы как в чистом виде, так и в смесях. Средний расход газа легко высчитать, зная среднюю скорость прохождения обрабатываемого участка и удельное потребление расходного материала, которое можно узнать из справочников для специалистов по сварке.

 Все вышесказанное справедливо для сварки металлов в среде инертных газов. Но что же делать в том случае, когда у вас попросту нет возможности или средств для покупки баллонов, как варить полуавтоматом без газа? Специально для этих случаев производители выпускают особые сорта электродной проволоки.
Все вышесказанное справедливо для сварки металлов в среде инертных газов. Но что же делать в том случае, когда у вас попросту нет возможности или средств для покупки баллонов, как варить полуавтоматом без газа? Специально для этих случаев производители выпускают особые сорта электродной проволоки. Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки: Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:


 Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.








 полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.















.jpg)





