Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, 
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
|
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Настройка сварочного полуавтомата — режимы, регулировки, ошибки
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Перед настройкой
Регулировка силы тока, вольтажа, скорости подачи проволоки и других параметров производится непосредственно перед сваркой, в процессе работ сварщик производит дополнительные корректировки работы. Однако есть ряд требований и настроек, которые нужно выполнить до начала работ, это
- подготовка сварочного аппарата;
- а также условия выполняемых работ.
Так, устройство должно быть подключено к системе подачи защитного газа (углекислота, аргон или смеси газов). В обязательном порядке нужно убедиться в наличии достаточного количества сварочной проволоки в барабане, а при необходимости заправить новую и протянуть ее до рабочей рукояти.
Чтобы правильно выставить первичные параметры сварки нужно знать:
Зная эти параметры и отталкиваясь от рекомендуемых значений можно выставить рекомендуемые параметры сварки, а затем, основываясь на собственных ощущениях и качестве работ, производить корректировки.
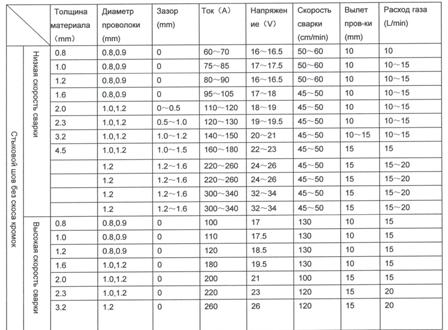
Настройки аппарата
Когда все готово, можно приступать к непосредственным настройкам. Несмотря на то, что опытные сварщики могут устанавливать режимы на собственное усмотрение, мы будем отталкиваться от рекомендованных параметров. Значения, представленные в таблице ниже, усредненные и в каждом отдельном случае, для лучшего качества работ, стоит произвести небольшую подстройку. Как это сделать, для чего нужен тот или иной параметр рассмотрим далее.
Таблица ориентировочных режимов сварки для углеродистых сталей
Скорость подачи газа
Данный параметр хоть и не относится к настройке сварочного полуавтомата, играет важную роль в процессе сваривания. Газобаллонное оборудование современного образца комплектуется удобными редукторами, где указан расход в литрах. Просто установите значение на 6 – 16 литров, в зависимости от толщины металла и на этом все.
Вольтаж
Данный параметр условно показывает, сколько тепла мы отдадим на работу в данный момент. Как видно из таблицы, чем толще металл, тем больше Вольтаж, а значит, нагрев и расплавление происходит быстрее и проще. Сложность с подбором вольтажа возникает тогда, когда мы имеем дело с нестандартным металлом или особой конструкцией сварки. Если мы говорим о работе с цветными или высоколегированными металлами, то оптимальные значения Вольтажа можно найти в интернете.
Как видно из таблицы, чем толще металл, тем больше Вольтаж, а значит, нагрев и расплавление происходит быстрее и проще. Сложность с подбором вольтажа возникает тогда, когда мы имеем дело с нестандартным металлом или особой конструкцией сварки. Если мы говорим о работе с цветными или высоколегированными металлами, то оптимальные значения Вольтажа можно найти в интернете.
С другой стороны некоторые производители не указывают точное значение данной регулировки, а ограничиваются условными указаниями, к примеру, цифры 1-10. В таком случае следует внимательно изучить сопроводительную документацию, где должно быть указанно соответствие текущего положения к настоящему вольтажу.
Таким образом, данный параметр стоит устанавливать согласно таблице “настройка сварочного полуавтомата” или рекомендации производителя.
Скорость подачи проволоки/Сила тока
Второй параметр настройки любого полуавтомата это – скорость, совмещенная с силой тока. Это связанно с тем, что оба параметра взаимосвязаны и увеличивая скорость подачи, возрастает сила тока. Некоторые продвинутые машины имеют отдельные регулировки тока на полуавтомате, но они относятся к профессиональному уровню.
Некоторые продвинутые машины имеют отдельные регулировки тока на полуавтомате, но они относятся к профессиональному уровню.
В более продвинутых моделях скорость подачи проволоки имеет тонкую настройку
Как и ранее для начала устанавливаем рекомендованные значения, однако в процессе работ эту настройку можно и нужно подстраивать под свои нужды. Заметить несоответствие просто. Если шов ведет, образуются сильные наплавления или сдвиги, то скорость слишком большая. Если же валик «проседает», появляются волнистые углубления или разрывы, то скорость слишком маленькая.
Добавляя или уменьшая скорость подачи, следует добиться идеальной формы валика без выпуклостей или проседания шва.
Большинство простейших аппаратов имеют именно две настройки – вольтаж и скорость подачи, совмещенная с силой тока. Умело управляя ими можно в полной мере оценить качество сваривания деталей полуавтоматом.
Дополнительные параметры
Помимо простейших устройств на рынке присутствуют и более продвинутые модели с расширенным функционалом. Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.
Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.
Индуктивность (настройка дуги)
Самая популярная функция, которая активно внедряется даже в сварки бюджетного класса – настройка индуктивности. Параметр позволяет управлять жесткостью дуги и изменять характеристики сварного шва. Так, при минимальной индуктивности заметно снижается температура дуги и глубина проплавления, шов получается более выпуклый. Подобная настройка помогает сваривать тонкие детали, а также металлы, чувствительные к перегреву. При максимальной индуктивности вырастает температура плавления, ванна получается более жидкой, а глубина проплавления – максимальной. Валик такого шва ровный, без выпуклостей. Данный режим используется для проплавления толстого металла, работы в угловых соединениях.
Зная как реагирует дуга на изменение индуктивности сварщик может самостоятельно управлять глубиной провара и температурой ванны, для улучшения качества работ и создания более надежных ответственных соединений.
Высокая/низкая скорость
Переключатель, который маркируется как High/Low, в большинстве моделей отвечает за более точную настройку скорости подачи проволоки. Мы уже знаем, что каждый полуавтомат содержит подобный регулятор, но если ваше устройство может работать с проволокой 0.6 и 1.4 мм граничные отметки будут сильно отличаться. Именно поэтому при работе с тонким материалом тумблер устанавливается в положение High и проволока в общем подается быстрей, а для толстого припоя подходит положение Low.
Обратите внимание! Сейчас на рынке представлены сотни товаров от десятков различных производителей, поэтому чтобы наверняка разобраться, какой функционал есть у данной модели, за что отвечает тот или иной регулятор и выключатель следует внимательно изучить инструкцию по эксплуатации.
Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.

Заключение
Полуавтомат это незаменимый помощник в любом доме или гараже, но чтобы получить максимум из его возможностей нужно с должным уважением отнестись к изучению технических особенностей устройства и принципа работы полуавтоматической сварки. Благодаря этой статье вы знаете как настроить сварочный полуавтомат. Не бойтесь экспериментировать, ищите именно те параметры, при которых вам будет удобно сварить деталь и получить надежный шов.
Как настроить сварочный полуавтомат, отрегулировать величину тока, напряжения и скорость подачи проволоки
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
Режимы и методы сварки, использование полуавтоматов
Значительная часть сварочных работ сегодня осуществляются с применением дуговой сварки плавящимся электродом в среде защитного газа (полуавтоматическая сварка, MIG-MAG сварка). которая характеризуется множеством неоспоримых выгод и преимуществ.Обратной стороной этой медали является зависимость результатов сварки от правильности настройки режимов сварки — напряжения, тока, скорости подачи сварочной проволоки, величины расхода защитного газа в горелке и пр. Ко всему этому еще надо учитывать влияние выбора типа и диаметра сварочной проволоки и типа применяемого защитного газа, пространственного положения сварного шва и пр.
которая характеризуется множеством неоспоримых выгод и преимуществ.Обратной стороной этой медали является зависимость результатов сварки от правильности настройки режимов сварки — напряжения, тока, скорости подачи сварочной проволоки, величины расхода защитного газа в горелке и пр. Ко всему этому еще надо учитывать влияние выбора типа и диаметра сварочной проволоки и типа применяемого защитного газа, пространственного положения сварного шва и пр.
Рассмотрим этот вопрос более подробно, отталкиваясь от ситуации замены защитного газа от традиционной углекислоты на аргоновую сварочную смесь с применением полуавтомата.
Особенности использования полуавтомата для MIG-MAG сварки
ВЫБОР ГОРЕЛКИ И НАКОНЕЧНИКОВ
Силовой агрегат сварочного полуавтомата формирует постоянный сварочный ток. величина которого регулируется и устанавливается в зависимости от параметров сварки, толщины (диаметра) сварочной проволоки и скорости подачи сварочной проволоки в горелку. Электрический контакт от силового агрегата со сварочной проволокой осуществляется непосредственно в сварочной горелке. Под воздействием протекающего тока горелка нагревается и контактный наконечник в ней заметно расширяется. Аргоновые сварочные смеси обладают меньшей теплопроводностью по сравнению с углекислотой и отвод тепла от горелки при работе со сварочными смесями происходит хуже. Это приводит к заметному перегреву сварочной горелки и на форсированных режимах может даже вызвать ее разрушение (расплавление изоляционных элементов). По этой же причине сварочная проволока в горелке перегревается при работе с аргоновыми смесями и от расширения может застревать в сварочном наконечнике. Это может привести к неравномерности подачи сварочной проволоки в зону сварки и даже заклиниванию проволоки в горелке. Поэтому при переходе на сварочную смесь рекомендуется использовать сварочные горелки большей мощности и применять наконечники чуть большего диаметра.
Электрический контакт от силового агрегата со сварочной проволокой осуществляется непосредственно в сварочной горелке. Под воздействием протекающего тока горелка нагревается и контактный наконечник в ней заметно расширяется. Аргоновые сварочные смеси обладают меньшей теплопроводностью по сравнению с углекислотой и отвод тепла от горелки при работе со сварочными смесями происходит хуже. Это приводит к заметному перегреву сварочной горелки и на форсированных режимах может даже вызвать ее разрушение (расплавление изоляционных элементов). По этой же причине сварочная проволока в горелке перегревается при работе с аргоновыми смесями и от расширения может застревать в сварочном наконечнике. Это может привести к неравномерности подачи сварочной проволоки в зону сварки и даже заклиниванию проволоки в горелке. Поэтому при переходе на сварочную смесь рекомендуется использовать сварочные горелки большей мощности и применять наконечники чуть большего диаметра.НАСТРОЙКА ПОДАЮЩЕГО МЕХАНИЗМА
Для обеспечения стабильного режима сварки необходимо стабилизировать не только электрические режимы *ток и напряжение дуги), но и скорость механической подачи сварочной проволоки в горелку. Как отмечалось выше при некорректном выборе электрического наконечника возможно заклинивание сварочной проволоки в горелке. Особенность конструкции большинства сварочных полуавтоматов в том, что подача сварочной проволоки в горелку производится через подающий канал (шланг) путем проталкивания проволоки вперед через подающие ролики, установленные на сварочном аппарате. Важным параметром настройки сварочного аппарата является регулировка натяжения подачи проволоки. При слабом натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке будет приводить к проскальзыванию проволоки между роликами и дестабилизации скорости ее подачи в зону сварки (продергивание и снижение скорости подачи вплоть до полной остановки). При слишком сильном натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке может вызвать сминание сварочной проволоки в подающем канале с последующей остановкой подачи сварочной проволоки в зону сварки. Одновременно слишком сильно натянутые подающие ролики вызывают расплющивание проволоки и усугубляют проблему ее прохождения через наконечник в горелке.
Как отмечалось выше при некорректном выборе электрического наконечника возможно заклинивание сварочной проволоки в горелке. Особенность конструкции большинства сварочных полуавтоматов в том, что подача сварочной проволоки в горелку производится через подающий канал (шланг) путем проталкивания проволоки вперед через подающие ролики, установленные на сварочном аппарате. Важным параметром настройки сварочного аппарата является регулировка натяжения подачи проволоки. При слабом натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке будет приводить к проскальзыванию проволоки между роликами и дестабилизации скорости ее подачи в зону сварки (продергивание и снижение скорости подачи вплоть до полной остановки). При слишком сильном натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке может вызвать сминание сварочной проволоки в подающем канале с последующей остановкой подачи сварочной проволоки в зону сварки. Одновременно слишком сильно натянутые подающие ролики вызывают расплющивание проволоки и усугубляют проблему ее прохождения через наконечник в горелке. Для профилактики этой проблемы рекомендуется использовать наконечники с отверстием некруглой формы (квадрат, треугольник, звездочка и пр.)
Для профилактики этой проблемы рекомендуется использовать наконечники с отверстием некруглой формы (квадрат, треугольник, звездочка и пр.)Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.

 Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Настройка расхода газа в сварочной горелке.
Для обеспечения качественной сварки и отсутствия пор даже для качественной сварочной смеси правильная настройка потока газа в сварочной горелке имеет огромное значение. Для обеспечения качественной сварки с применением аргоновых смесей следует выполнять следующие рекомендации :
- Для контроля расхода газа необходимо использовать только расходомер (ротаметр), контролирующий поток газа ( обычно в л/мин.). Расходомер обычно устанавливают на редукторе. Следует обращать внимание, что фактический расход газа непосредственно в горелке всегда отличается от величины расхода, установленного на редукторе. Особенно это заметно при нарушении целостности шлангов (трещины или проколы) или неплотного крепления шлангов на газовых штуцерах. Поэтому рекомендуется иметь ручной расходомер газа, который позволяет оперативно проверить величину расхода непосредственно на сварочной горелке.
- Величина расхода на сварочной горелке должна примерно соответствовать диаметру сварочной горелки (в мм). Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ;
- При расходе газа в горелке более 30 л/мин и при большом угле наклона сварочной горелки возможен подсос воздуха в зону сварки и образование пор в сварном шве. ОБРАЩАЕМ ВНИМАНИЕ, что при работе с углекислотой появление пор обычно стараются устранить путем увеличения расхода газа, и при переходе на работу со сварочной смесью при избыточной величине расхода газа такая «привычка» может сыграть злую шутку и только увеличить негативный эффект. ;
- Помимо величины расхода газа важно также проверять состояние и расположение газовой насадки (сопло) на сварочной горелке. Насадка должна быть расположена строго соосно с сварочным наконечником, определяющим направление движения сварочной проволоки. При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;
- В некоторых случаях при большом разбрызгивании сварочной проволоки часть брызг попадает в сопло сварочной горелки и застревает там в виде хаотичного сита, что может приводить также к рассеиванию ламинарного (однородного) потока газа из горелки, уводя поток защитного газа в сторону от сварочной ванны, что опять может вызвать образование пор при сварке ;
 Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ;
Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ; При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;
При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;Процесс работы со сварочным полуавтоматом не имеет особой сложности и позволяет получить сварочные швы высокого уровня на заготовках различной толщины и типоразмера. Важно лишь правильно провести подготовительные мероприятия и определиться с оптимальным режимом сваривания. Остальное зависит от уровня подготовки сварщика, его квалификации и степени сложности проводимых им действий.
Сварка кузовного металла (часть 1): выбор оборудования и настройка сварочного полуавтомата
Многие автолюбители согласятся, что необходимость прибегать к сварочным работам при ремонте кузова просто неоспорима. И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова.
И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова.
Специалисты, которые разбираются в сварочном оборудовании, на вопрос, какой из сварочных аппаратов и метод сварки подойдет для описываемой нами цели, наперво зададут ряд важных встречных вопросов. А именно: какие требования предъявляются к оборудованию (напряжение сети, сварочный ток и т.п.), требования к сварным соединениям, какая квалификация у работника, который будет осуществлять сварочный процесс, а главное какой металл будет свариваться и его толщина. Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
И так, сразу же определим, что для выполнения кузовного ремонта подойдет два самых распространенных и доступных способа сварки в этой специфике работ, а именно такие, как полуавтоматическая сварка (MIG больше всего подойдут для хорошего качества соединений сталей (низкоуглеродистых), которые применяются в автомобилестроении.
В данной статье мы будем рассматривать более подробно универсальный способ сварки, который в большинстве случаев уже вытеснил газовую и ручную дуговую сварку из отрасли авто-ремонта, а именно полуавтоматическую сварку. Минусами ручной дуговой сварки здесь будет выступать ряд моментов:
- Неудобство варить соединения кузова электродом, т.к. не везде получится «подлезть»
- Очистка от шлака поверхности
- Большой риск прожечь в металле отверстие
Про вид контактной сварки Вы сможете узнать из наших следующих статей, т.к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
Оборудование для ремонта кузовного металла методом полуавтоматической сварки
Для выбранного нами типа полуавтоматической сварки в среде низкоуглеродистых сталей (MIG/MAG) необходимо использовать устройства для полуавтоматической сварки металла, именуемые в народе- сварочные полуавтоматы.
Подробнее со сварочными полуавтоматами и выбором сварочных полуавтоматов Вы можете ознакомиться в статье по ссылке, где будет подробно расписано, как подобрать сварочный полуавтомат, который будет подходить Вашим требованиям.
Если вы ознакомились со статьей по выбору сварочного полуавтомата, то Вы уже знаете, что полуавтомат сварочный может сваривать металл диаметров 0,5-0,8мм (тонкий) и достаточно крупный от 4мм и толще. А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т.п.
Подготовка оборудования к сварке кузовного металла
Первое, что необходимо проверить при использовании сварочного оборудования, это сеть на её нагрузочную способность. Проще говоря, выяснить потянет ли используемая сеть нагрузку сварочного полуавтомата. Для этого можно использовать специализированный тестер для вычисления нагрузки мощности. Подключите к сети электрообогреватель или подобные электрические приборы с нагрузкой в 2-3кВт и если напряжение сети под нагрузкой будет меньше 200 -215 Вольт, то работа, зачастую, сварочного полуавтомата будет проблематична. Инверторные полуавтоматы будут более надежными в эксплуатации, т.к. расположены к работе в просаженных сетях. Если Ваша сеть под нагрузкой выдает меньше 150 вольт, то вряд ли Вам удастся провести сварочный процесс с помощью полуавтомата. Данную проблему можно будет разрешить с помощью электростанции или генератора. Важно, что при этом генератор необходимо использовать мощностью большей, чем мощность полуавтомата.
Второе, если питающая сеть дает Вам возможность использовать сварочный полуавтомат, то необходимо подключить устройство к сети и проверить его перед сваркой на признаки неисправностей и неполадок (несвойственный шум, треск) и если таковые есть устранить их.
После этих процедур следует правильно подготовить сварочный полуавтомат к работе.
Информация по подготовке сварочного полуавтомата к работе обычно идет в руководстве (паспорте) от производителя устройства. Но если, таковая у Вас отсутствует, то не беспокойтесь! Мы составили достаточно подробную инструкцию по подключению ПА для Вас!
Подготовка полуавтомата к работе
Приступим к детальному рассмотрению процесса подготовки ПА к работе. Многие производители указывают эту информацию в паспортах аппаратов, но все, же есть варианты, что Ваш ПА был куплен б/у, с рук, утеряна инструкция или возможно у Вас возникли дополнительные вопросы.
Опишем основные моменты более подробно.:
- Для начала «заряжаем» наш ПА сварочной проволокой. Для этого нужно:
- Отвинтить (или снять) сопло со сварочной горелки.
- Скрутить наконечник горелки. Это можно сделать, как пассатижами, так и ключом
- Отвести ролик или ролики (если несколько) подающего механизма
- Установить бобину (катушку) со сварочной проволокой.
- Далее устанавливаем необходимую полярность тока, здесь проясним: если сварка будет производиться с углекислым газом и будет использоваться обычная проволока, то полярность ставим обратную- минус на зажиме, плюс на горелке. Так большее тепловыделение будет задерживаться на свариваемой поверхности металла. Если же вы будете использовать флюсовую проволоку (защитную), то минус на сварочной горелке, плюс на зажиме. При этом будет большее тепловыделение на проволоке, из-за этого активируется флюс содержащийся на проволоке.
- После установки полярности тока, необходимо вручную завести окончание сварочной проволоки в подающий канал аппарата примерно на 10-20 см. Делать, это необходимо аккуратно, проволока должны быть без всяких изгибов и максимально ровной. Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
- Придерживайте сварочную проволоку так, что бы она не провисала, и приведите её конец к прижимному ролику. Обязательно проверьте, что бы проволока точно попала в выемку расположенную на ведущем ролике.
- Наконец подключаем наш ПА к сети, и нажимаем кнопку на рукоятке сварочной горелки. Сварочная проволока должна прийти в движение, и через несколько секунд появится на выходе из горелки. Что бы ускорить этот процесс, можно выставить на ПА максимально допустимую скорость подачи сварочной проволоки. Чаще всего для этого нужно повернуть регулятор, который отвечает за скорость подачи вправо до упора.
- Продолжим. После всех описанных выше операций необходимо надеть на сварочную проволоку медный наконечник, и завинтить его пассатижами или специальным ключом. Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
- Теперь можем установить сопло для газа.
Итак, теперь наш аппарат на половину готов к работе, осталось только подключить газовый баллон с углекислым газом и отрегулировать аппарат.
Подключаем газ (углекислый) к ПА
- Устанавливаем редуктор на баллон с углекислотой, лучше всего подойдет техническая углекислота, т.к. в ней меньшее содержание водных паров.
- Редуктор подключается к баллону чаще всего гайкой на 32, обязательно установите под гайку прокладку, для того, что бы избежать «протекания».
- Далее присоединяем редуктор специальным шлангом к полуавтомату. Чаще всего на современных ПА расположен специальный штуцер через который подключают шланг. Главное, что бы штуцер на редукторе соответствовал диаметру шланга. Затем, шланг крепят на штуцер при помощи специальных хомутов.
Регулировки сварочного полуавтомата.
Для того, что бы обеспечить надежную и качественную сварку полуавтоматом, обязательно проведите регулировку аппарата.
- Наперво отрегулируйте натяжение проволоки. Осуществить это можно при помощи специальной гайки из пластика, которая установления на бобине катушки. Если Вы прикручиваете гайку, то тем, самым вы повышаете трение между опорой и бобиной. Результат- сварочная проволока автоматом натягивается прямо пропорционально установленной силе трения. Главное добиться результат, что бы натяжение сварочной проволоки слишком не затрудняло протяжку, но при этом и не провисала с бобины.
- Далее необходимо настроить силу ролика, который прижимает проволоку в механизме подачи. Здесь, нужно добиться, что бы сварочная проволока проходила в канал от подводящего шланга даже при изгибах.
- Обязательно отрегулируйте расход газа. Вы можете установить расход газа с помощью вентиля на газовом баллоне, который следует приоткрыть на один – два оборота. Предварительно выставите давление на редукторе примерно на 2кг/см.
- После, нажмите на кнопку сварочной горелки. Старайтесь нажать так, что бы проволока сперва «стала», а клапан газа открылся. При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
Теперь осталось отрегулировать самую главную настройку для ПА, а именно напряжение сварочного тока. Но с ней разбираться придется только при процессе сварки.
После того, как вы ознакомились с подготовкой сварочного полуавтомата к работе, Вы сможете перейти к азам и методом сварки кузовного металла, о которых мы расскажем Вам во второй части нашего обзора.
как для работы с тонким металлом, таблицы – Виды сварочных аппаратов на Svarka.guru
Насыщенность домашних мастерских сложным электроинструментом профессионального уровня впечатляет. Но не все паспортные возможности оборудования используются. Как настроить полуавтомат сварочный на металл различного сечения, перенастроить на алюминий, нержавейку – сухой информации инструкции недостаточно. Обратимся к знаниям производственников.
Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.
- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.
[stextbox id=’info’]Первичная настройка параметров сварки проводится по усреднённым табличным значениям.[/stextbox]
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.
Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.
- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.
Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
[stextbox id=’warning’]Невнимание к такой «мелочи» приводит к падению качества: избытку брызг, снижению глубины сварочной ванны (непровару). Управление и контроль качества горения дуги существенно затруднится.[/stextbox]
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
[stextbox id=’alert’]Важно! Коробление, непровар, прожиг избыток брызг – причины несоразмерности диаметра проволоки и величины выхода из сопла.[/stextbox]
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
| Индуктивность max | Индуктивность min |
| Проплав углубляется | Низкотемпературная дуга |
| Разжижение сварочной ванны | Брызгообразование усилено |
| Валик шва ровный, гладкий | Валик шва объёмный |
| Угловые, усиленные швы | Настройка полуавтомата для сварки тонкого металла |
Управление скоростью подачи проволоки
Переключатель активизации подачи проволоки бывает двухпозиционный (High/Low) или многоступенчатый. Припой большего диаметра выдаётся с замедлением, что оптимизирует процесс.Перед началом работы
Когда ПА подготовлен к работе согласно инструкции, нелишне потратить время на уточнение режимов настройки. В помощь предлагаем таблицу в качестве ориентира. Составление аналога с индивидуальными свойствами ПА поможет в определении лучших режимов и уточнении возможности техники.
Собственная таблица сварочного тока для полуавтомата имеет тенденцию к разрастанию с новым материалом, условий сварки. Уточнение на бумаге для памяти положения переключателя не повредит.
Выбирается рекомендуемое напряжение. Манипулированием с силой тока и скоростью подачи присадки подбираем оптимум при уменьшении тока и максимуме подачи. Затем при росте ампеража. Вольтаж меняется через 0,5 А. Подробная таблица станет личной инструкцией скоростной настройки.
Ориентировочная таблица: сварочный ток (скорость подачи проволоки), взаимозависимость компонентов процесса:
Влияние величины напряжения на качество шва
Выпуклый шов с достаточным проплавом без пористости, наплывов и подрезов выйдет только при сбалансированности основного компонента – напряжения с сопутствующими.
Низкие настройки дают зауженный высокий шов с малым проникновением вглубь. Высокие – уплощённый с расползанием и глубоким кратером ванны. Завышение напряжения негативно влияет на формирование шва: не удаётся создать валик достаточного объёма при глубине расплава на грани прожига.
На фото сверху:
- теплотворность напряжения оптимальна;
- недостаточна;
- избыточна.
Возможные проблемы и ошибки
Проблемы и промахи при слепом следовании усреднённым рекомендациям – вина сварщика. Об этом упоминалось выше. Подбор режима сварки дело тонкое. Творческий подход и внимание к мелочам – половина пути к успеху.Опора на опыт профи поможет:
- Потрескивание, щелчки – сигнал недостаточной скорости подачи припоя.
- Присадка плавится на удалении, до наконечника – скорость подачи занижена.
- Избыток брызг – увеличьте подачу газа и индуктивность.
- Пористость, оттенки коричневого и зелёного на шве – слабая газозащита.
- Прожиг, непровар – перебор или недостаток напряжения, скорректируйте индуктивность.
- Неравномерность шва, неустойчивость дуги, непровар – загрязнение сварочного поля, ослаб зажим массы.
- Переменчивость полноты валика, зазубрины – скорость ведения горелки и положение относительно шва нарушены.
- Шов прерывается, неконтролируемое разбрызгивание – превышена длина дуги.
подбор и отладка оптимальных режимов
Эксплуатация сварочного аппарата предполагает осваивание обширных знаний и практик. Табличные схемы с пропорциональностью силы тока и металла — это всего лишь база.
Только практикой возможно достичь качественного результата, используя разные настройки, в частности — свойства самого полуавтомата и заготовок.
Ниже изложены универсальные рекомендации по самостоятельной настройке полуавтоматического сварочного аппарата, включая критерии, с учетом которых возможно добиться рационального режима сварки.
Они будут особенно полезны для новичков, но сведущие мастера тоже могут почерпнуть что-то новое.
Содержание статьиПоказать
Краткие сведения
Прежде чем начать рассчитывать оптимальный режим сварки, нужно принять во внимание следующие факты. Настроить режим сварки для частного случая возможно, но он не будет универсальным.
Чтобы получить оптимальный результат, нужно просчитать тип, толщину металла, тип шва, пространственное положение при сварке. Опираясь на эти данные, подбирать необходимые настройки полуавтомата.
Для этого, однозначно, требуется правильно отрегулировать аппарат. Принцип его работы заключается в корректировании величины тепла, применяемого к плавлению присадочной проволоки.
Логично, что количество тепла для металла разной толщины, потребуется разное. Игнорируя этот фактор, тонкий металл может быть прожжен, а толстый — непроварен.
Теперь перейдем к конкретике. Полуавтомат имеет две базовые установки: напряжение дуги и сила сварочного тока. Сила тока пропорциональна скорости, с которой проволока подается в зону сварки.
С возрастанием силы тока увеличивается скорость подачи проволоки.
При самостоятельной настройке сварочного полуавтоматического аппарата стоит помнить о том, что значения напряжения дуги и силы тока — взаимосвязанные величины. Неприемлемо устанавливать регулировки наобум.
Наиболее подходящий режим сварки будет достигнут только при точных показателях, пропорциональных друг другу, силы тока и напряжения дуги. На иллюстрации показан принцип этой связи. Сила тока обозначается «скоростью подачи».
Критерии регулировки
Чтобы самостоятельно отрегулировать настройки сварочного полуавтомата, нужно опираться на определенные критерии. Однозначно, при работе потребуется делать постоянную регулировку аппарата и корректировать режим сварки. О причинах обязательности таких действий расписано ниже.
Завод-производитель выпускает одинаковые модели полуавтоматических аппаратов, но в силу несущественных различий деталей появляется специфичность позиции каждого полуавтомата по сравнению с другими, такой же модели.
Поэтому любые сведения о настройке определенной модели, неактуальны для конкретно вашего полуавтомата. Такая информация поможет приблизиться к нужным вам настройкам, но в случае слепого следования, вряд ли они подойдут на 100%.
Чтобы предупредить сгорание прибора, либо его выход из строя, нужно учитывать несколько факторов. Особое влияние имеет напряжение электросети.
Его перепад, проседание могут спровоцировать разные причины — от немощной проводки до электроприбора, параллельно включенного в общую сеть.
Также на параметры влияет температура при сварочных работах, диаметр и марка присадочной проволоки. Кроме того, необходимо постоянно перенастраивать устройство, если был дозаправлен газовый баллон.
Характеристики и свойства состава защитной смеси или газа могут различаться, что тоже влияет на наладку.
Помимо указанных критериев, нужно брать в расчет потребность корректировки установок аппарата при смене катушки проволоки, или при изменении положения в пространстве самого сварочного аппарата.
Эти характеристики базовые. Описанные ситуации могут не возникнуть, к тому же далеко не всегда понадобится перенастройка прибора. Однако есть обстоятельства, которые делают надстройку обязательной.
Например, при смене типа, марки сварочной проволоки, или же замене модели аппарата. Или при смене газа, в частности, если заменили углекислоту аргоном.
Либо газовой смесью заменили аргон. Существуют различные критерии, которые нужно учитывать, поднастраивая аппарат.
Наладка сварочного полуавтомата
Конкретизируем, какие именно самостоятельные настройки полуавтомата понадобятся для подбора подходящего режима сварки. В статье не будет затрагиваться тема заправки присадочной проволоки или регулировки подачи защитного газа.
С особенностями этих этапов рекомендуем ознакомиться заранее. Сейчас же сделаем упор именно на подбор силы тока и напряжения.
Именно эти две величины играют большую роль при регулировке для наиболее подходящего режима сварки, как показано на схеме выше.
Этап подготовки
Первоначально понадобится лист металла небольшой величины, толщиной около 5 мм. Его необходимо подготовить к сварке. Почистить все загрязнения, удалить коррозию, а также возможные остатки краски.
После этого следует зачистить поверхность. Можно использовать наждачную бумагу, металлическую щётку или шлифовальную машинку.
Этот кусок металла нужен для того, чтобы на нем можно было пробовать установленный режим, при этом обучаясь.
Не стоит сразу брать детали и заготовки. Чтобы их не повредить, для таких случаев лучше использовать куски металла, испортить которые не жаль.
Подбор оптимальных настроек : 1 этап
В первую очередь рекомендуем отрегулировать напряжение дуги. Изначально лучше выставить низкий показатель, примерно 15-20В, справедливо будет также выставить невысокий показатель силы тока, не более 100А.
Очень удобно, что в работе свободна одна рука, так как вы держите горелку одной рукой. Задействуйте вторую для подстройки. Так вы сможете корректировать режим, не отвлекаясь от процесса.
Пробуем сформировать сварной валик, акцентируем внимание на дугу и звук, параллельно надстраивая сварочный аппарат.
Показателями правильно отрегулированных настроек сварочного полуавтомата является чистый, равномерный звук и относительно постоянное горение дуги с минимальным разбрызгиванием.
Не следует озадачиваться глубиной проплава и формой валика, сейчас нужно определить при каких показателях можно добиться правильного горения дуги. При этом важно делать регулировку буквально на 1-2 значения, чтобы максимально точно подстроить аппарат.
Подбор оптимальных настроек : 2 этап
Теперь приступаем к рутинной части. Обязательно фиксируйте все значения! Самыми первыми запишем исходные параметры начальной точки работы дуги. Затем пробуем уменьшать силу тока при постоянном значении величины напряжения.
Снижайте ток на несколько значений, пытаясь подобрать то граничащее, при котором дуга горит стабильно, но ещё устойчива. Фиксируйте эти показатели.
Далее, не изменяя значение напряжения, постепенно увеличивайте ток, подбирая значение, при котором дуга будет гореть относительно стабильно. Зафиксируйте эти данные также.
В итоге вы сделаете 3 записи. При постоянной величине напряжения 15-20В, сила тока: менее 100А, минимально допускаемая сила тока и максимально допускаемая сила тока.
Далее пробуем понизить на 0,5В начальную величину напряжения (15-20В) и снова регулировать ток, находя показатели, при которых дуга будет гореть стабильно. Зафиксируйте эти данные.
Продублируйте процесс понижения значения напряжения на 0,5В с целью выведения подходящих значений силы тока до той границы, пока полуавтомат не прекратит варить. Опять фиксируйте все показатели.
После проведения описанных манипуляций, вы получите значение минимальной величины напряжения и значение минимальной, а также максимальной силы тока, при которой аппарат сможет выполнять сварочные работы.
На последующем этапе верните исходные показатели (15-20В, 100А) и повторите процесс самостоятельной настройки сварочного полуавтомата, только изменяя напряжение дуги на 0,5В больше установленного значения.
Шаг за шагом, вы приблизитесь к значению точки напряжения, при которой сварка станет нереальной. Запишите этот показатель.
График настроек
Что дают проведенные действия? Вы составляете рабочую схему, применимую именно для вашего аппарата. Для наглядности хорошо начертить график с указанием ваших настроек.
За образец можно использовать график самостоятельной настройки сварочного полуавтомата, изображенный на иллюстрации выше.
Вы ориентируетесь в возможностях вашего сварочного аппарата, осведомлены о минимально и максимально дозволенных величинах силы тока и напряжения для нужного режима.
При выполнении последующих работ вы сможете легко разобраться в деталях сварочного процесса и выстроить подходящие настройки.
Заключение
Подведем итоги. В статье собран опыт практикующих специалистов, которые неоднократно сталкивались с самостоятельной настройкой полуавтоматического аппарата и осуществлением сварочных работ.
Учитывайте, что не бывает комплекса установок, единственно подходящего для всех видов сварочных работ.
При настройке берите в расчет тип и толщину металла, диаметр и тип посадочной проволоки,положение аппарата в пространстве, тип газа и другие факторы, способные влиять на результат.
Не нужно слепо следовать схемам настроения, представленным в интернете либо в пособиях. Они дают лишь примерные рекомендованные значения напряжения и силы тока.
На деле их применение редко оказывается возможным. Каждый аппарат необходимо настраивать отдельно. Особенно важно следить за настройками при сварке тонкого или толстого металла, и корректировать их.
Определение полуавтомата Merriam-Webster
полу · au · to · mat · ic | \ ˌSe-mē-ˌȯ-tə-ˈma-tik , ˌSe-ˌmī-, -mi- \: не полностью автоматический: например,
а : управляется частично автоматически и частично вручную
б огнестрельного оружия : , способный стрелять многократно в процессе автоматической перезарядки, но требует спуска и дополнительного нажатия на спусковой крючок для каждого последующего выстрела. полуавтоматическая винтовка
Акции Bump | Бюро алкоголя, табака, огнестрельного оружия и взрывчатых веществ
18 декабря 2018 г. исполняющий обязанности генерального прокурора Мэтью Уитакер объявил, что Министерство юстиции внесло поправки в правила Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам (ATF), пояснив, что запасные части подпадают под определение «пулемет». Согласно федеральному закону, такие устройства позволяют стрелку из полуавтоматического огнестрельного оружия начать непрерывный цикл стрельбы одним нажатием на спусковой крючок.
Окончательное правило
Правило вступает в силу 26 марта 2019 г .; 90 дней с даты публикации в Федеральном реестре.
В последнем правиле уточняется, что определение «пулемет» в Законе о контроле над огнестрельным оружием (GCA) и Национальном законе об огнестрельном оружии (NFA) включает устройства с откидным прикладом, т.е. однократное нажатие на спусковой крючок за счет использования энергии отдачи полуавтоматического огнестрельного оружия, к которому оно прикреплено, так что спусковой крючок сбрасывается и продолжает стрелять без дополнительных физических манипуляций со спусковым крючком стрелком.
Получить окончательное правило в Федеральном реестре
Что делать
Текущие владельцы устройств с откидным прикладом должны отказаться от владения с даты вступления в силу окончательного правила (26 марта 2019 г.).
Один из вариантов — уничтожить устройство, а последнее правило определяет возможные методы разрушения, включая полное плавление, измельчение или раздавливание устройства. Любой метод разрушения должен сделать устройство непригодным для быстрого восстановления работоспособности.
Текущие владельцы также имеют возможность отказаться от устройств с отбойным прикладом в ближайшем офисе ATF. ATF советует записаться на прием заранее в ближайший офис ATF.
Фон
20 февраля 2018 года президент Трамп издал меморандум, поручивший Генеральному прокурору «выделить все доступные ресурсы, чтобы… предложить для уведомления и прокомментировать правило, запрещающее все устройства, которые превращают законное оружие в пулеметы».
В ответ на это указание Департамент рассмотрел более 186 000 комментариев общественности и принял решение разъяснить, что термин «пулемет», используемый в Национальном законе об огнестрельном оружии (NFA) с поправками и Законе о контроле за огнестрельным оружием (GCA), as с внесенными в него поправками, включает все устройства отбойного типа, использующие энергию отдачи для обеспечения непрерывной работы полуавтоматического длинного ружья после одного нажатия на спусковой крючок.
Краткая история AR-15: NPR
Джон Джексон, совладелец Capitol City Arms Supply, с винтовкой AR-15 для продажи в своем магазине в Спрингфилде, штат Иллинойс, в 2013 году. Полуавтоматическая винтовка продается населению с 1960-х годов, и по оценкам NRA что в обращении находится около 8 миллионов AR-15 и связанных с ними моделей. Сет Перлман / AP скрыть подпись
переключить подпись Сет Перлман / APДжон Джексон, совладелец Capitol City Arms Supply, с винтовкой AR-15 для продажи в своем магазине в Спрингфилде, штат Иллинойс., в 2013 году. Полуавтоматическая винтовка продается населению с 1960-х годов, и, по оценкам NRA, в обращении находится около 8 миллионов AR-15 и связанных моделей.
Сет Перлман / APКакое оружие использовал преступник во время недавней стрельбы в средней школе Марджори Стоунман Дуглас во Флориде?
Если вы сказали AR-15, вы ошиблись. И мы объясним через мгновение.
Вот уже более полувека AR-15 пользуется популярностью среди владельцев оружия, широко доступен в оружейных магазинах и в течение многих лет даже фигурирует в каталоге Sears.
Тем не менее, за последнее десятилетие AR-15 и его ответвления использовались во многих массовых стрельбах в стране. Это возродило споры об их повсеместной доступности.
Спортивные товары Дика объявили в среду, что больше не будут продавать это штурмовое оружие.
«Я сам владелец оружия», — сказал Эд Стек, главный исполнительный директор компании, в интервью корреспонденту ABC Good Morning America. Но он добавил: «Мы только что решили, что, основываясь на том, что произошло, и с этими пушками, мы не хотим быть частью этой истории.»
Множество версий
Вот краткий урок истории о том, почему AR-15 стал общим термином для ряда полуавтоматических винтовок, производимых множеством производителей оружия.
«AR» происходит от названия оригинального производителя оружия, ArmaLite, Inc. Буквы обозначают ArmaLite Rifle, а не «штурмовая винтовка» или «автомат».
ArmaLite впервые разработала AR-15 в конце 1950-х годов как военную винтовку, но имела ограниченный успех в продаже.В 1959 году компания продала дизайн Colt.
В 1963 году американские военные выбрали Colt для производства автоматической винтовки, которая вскоре стала стандартной для американских войск во время войны во Вьетнаме. Он был известен как М-16.
Вооружившись этим успехом, Colt увеличила производство полуавтоматической версии M-16, которую она продавала правоохранительным органам и населению, под названием AR-15.
Когда в 1970-х годах истек срок действия патентов Colt на AR-15, другие производители начали выпускать аналогичные модели.
Эти производители оружия дали оружию свои имена, но популярность AR-15 превратила его в общий термин для всех типов винтовок в стиле AR-15.
Это оружие можно купить менее чем за 1000 долларов, хотя его можно настроить и стоить тысячи долларов.
Национальная стрелковая ассоциация оценивает, что в обращении находится около восьми миллионов винтовок AR-15 и его разновидностей, и заявляет, что они настолько популярны, что «AR» должно обозначать «винтовку Америки».»
Стрельба во Флориде
Это возвращает нас к нашему первоначальному вопросу об оружии, используемом во Флориде, которое обычно описывается как AR-15.
Полиция утверждает, что вооруженный преступник действительно использовал Smith and Wesson M&P15, версия AR-15 от этого производителя.
Винтовки в стиле AR-15 существовали более 40 лет, прежде чем одна из них была использована в массовом убийстве в квартире в Крэндоне, штат Висконсин, в 2007 году. шесть человек, а затем покончили с собой.
Однако боевики (и по крайней мере одна боевика) использовали оружие типа AR-15 во всех самых смертоносных перестрелках этого десятилетия.
Неполный список включает:
— Убийство 58 человек в Лас-Вегасе в октябре прошлого года.
— Сазерленд-Спрингс, штат Техас, стрельба в церкви в ноябре унесла жизни 26 человек.
— Стрельба в ночном клубе The Pulse в Орландо, штат Флорида, в результате которой в 2016 году погибло 49 человек.
— Сан-Бернардино, Калифорния, в результате стрельбы в 2015 году погибли 14 человек.
— Стрельба в начальной школе Сэнди Хук в Коннектикуте, унесшая 27 жизней в 2012 году.
Аналогично боевому оружию
Президент Билл Клинтон держит винтовку AR-15 во время церемонии в Белом доме в 1994 году, когда он начал попытки запретить штурмовое оружие. Запрет действовал с 1994 по 2004 год. Лейтенант полиции Дейтона, Огайо, Рэнди Бин, чей коллега был застрелен из AR-15 в 1991 году, наблюдает. Деннис Кук / AP скрыть подпись
переключить подпись Деннис Кук / APПрезидент Билл Клинтон держит винтовку AR-15 во время церемонии в Белом доме в 1994 году, когда он начал попытки запретить штурмовое оружие.Запрет действовал с 1994 по 2004 год. Лейтенант полиции Дейтона, Огайо, Рэнди Бин, чей коллега был застрелен из AR-15 в 1991 году, наблюдает.
Деннис Кук / APПолуавтоматическое оружие типа AR-15 — гражданская версия боевого оружия. Так в чем разница?
Сторонники контроля над огнестрельным оружием говорят, что разница минимальна, утверждая, что AR-15, как и его военная версия, предназначена для быстрого и массового уничтожения людей — отсюда и термин штурмовая винтовка.Они говорят, что у него нет допустимого рекреационного использования, и гражданским лицам нельзя позволять владеть ими.
Оружейная промышленность, владельцы оружия и их сторонники говорят, что AR-15 используются для охоты, стрельбы и соревнований по стрельбе и должны оставаться законными.
Поскольку оружие типа AR-15 является полуавтоматическим, стрелок должен нажимать на спусковой крючок, чтобы произвести каждый выстрел из магазина, который часто вмещает 30 патронов.
Напротив, стрелок с полностью автоматической штурмовой винтовкой может нажать и удерживать спусковой крючок, и оружие будет продолжать стрелять до тех пор, пока не закончится запас боеприпасов.
Полностью автоматическое оружие было жестко ограничено в США после принятия Закона 1934 года об огнестрельном оружии, который в то время был направлен против пулеметов.
Тем не менее, отбойник — во многих случаях законное устройство — может быть добавлен к полуавтоматическому оружию, чтобы приблизиться к автоматической винтовке.
У стрелка из Лас-Вегаса был отбойник, что привлекло к устройству внимание всей страны и привело к призывам запретить его в текущих дебатах об оружии.
Временный запрет
В 1994 году президент Билл Клинтон подписал запрет на штурмовое оружие, который поставил вне закона AR-15 и другие подобные полуавтоматические винтовки.
Массовые расстрелы в последующее десятилетие снизились по сравнению с десятилетием до (1984-94) и последующим (2004-14), но они не прекратились полностью.
После того, как в 2004 году истек срок запрета на штурмовое оружие, производители оружия быстро вернули его, и продажи пошли вверх.
«Одной из вещей, которые мы наблюдали в последние годы после того, как в 2004 году закончился запрет на штурмовое оружие, был поистине огромный взрыв среди этих небольших компаний, производящих высококачественные винтовки, которые легко настраиваются», — сказал Ален Стивенс, который является членом группы уголовного правосудия NPR и бывшим военнослужащим.
В нескольких случаях продажи AR-15 резко возрастали, когда возобновлялись разговоры о запрете их.
Законы различаются в зависимости от штата, но, например, во Флориде любой, у кого нетрудоспособность в возрасте 18 лет и старше, может приобрести винтовку в стиле AR-15 без периода ожидания.
Республиканские законодатели штата предложили несколько шагов, включая повышение возраста до 21 года для покупки всего оружия и введение трехдневного периода ожидания.
Однако республиканцы, контролирующие законодательный орган, не призывают к запрету на AR-15 или любое другое оружие, и эти шаги далеко не соответствуют тому, что хотят видеть сторонники контроля над оружием.
Верховный суд США отклоняет возражение против запрета на «увеличивающие запасы оружия»
ВАШИНГТОН (Рейтер) — В понедельник Верховный суд США отклонил предложение защитников прав на оружие отменить запрет президента Дональда Трампа на «увеличивающие запасы оружия» — устройства, -автоматическое оружие, стреляющее быстро, как из пулемета — реализовано после массовых расстрелов в Лас-Вегасе в 2017 году.
Судьи оставили в силе решение суда низшей инстанции, которое поддержало действия администрации Трампа по определению ударных прикладов как запрещенных пулеметов согласно U.S. права, хотя судебные тяжбы по поводу политики продолжаются.
Запрет, вступивший в силу в марте 2019 года, был поддержан Трампом после резни, в результате которой погибли 58 человек на музыкальном фестивале в Лас-Вегасе, во время которого боевик использовал ударные приклады. Это был редкий недавний случай контроля над огнестрельным оружием на федеральном уровне в стране, которая пережила серию массовых расстрелов.
Многочисленные предложения по контролю над огнестрельным оружием были отвергнуты Конгрессом США, в основном из-за противодействия со стороны законодателей-республиканцев и влиятельного лобби Национальной стрелковой ассоциации.
Фонд политики в отношении огнестрельного оружия, группа по защите прав на оружие и другие истцы подали иск в федеральный суд, чтобы попытаться отменить действия Трампа.
В заявлении фонд пообещал вернуться в Верховный суд после завершения судебного разбирательства в судах низшей инстанции, чтобы «продолжить борьбу за людей, которых президент Трамп и его администрация покинули, незаконно вынуждая их лишить их собственности и угрожая им федеральными властями. тюремное время. »
Пресс-секретарь Министерства юстиции не сразу ответила на запрос о комментарии.
Ударные приклады используют отдачу оружия для срабатывания спускового крючка, позволяя полуавтоматическому оружию стрелять сотнями выстрелов в минуту, что может превратить его в пулемет. Запрет требовал, чтобы владельцы сдавали или уничтожали вложения, а тем, кто их владел, грозило до 10 лет лишения свободы.
Стрелок из Лас-Вегаса Стивен Пэддок выстрелил более 1100 патронов примерно за 11 минут из полуавтоматических винтовок, модифицированных с отбойным прикладом.
Истцы оспорили новое правило, изданное Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам по указанию Трампа, которое классифицирует устройства с ударным прикладом как запрещенные пулеметы в соответствии с Национальным законом об огнестрельном оружии 1934 года.
Федеральный суд отказал в вынесении судебного запрета, заявив, что истцы, скорее всего, проиграют дело. Апелляционный суд США по округу Колумбия оставил в силе это решение, сославшись на новую интерпретацию бюро Национального закона об огнестрельном оружии.
Консервативный судья Нил Горсуч, назначенный Трампом, выступил с заявлением, в котором согласился с решением отклонить апелляцию. Но он раскритиковал почтение нижестоящего суда к федеральному агентству — бюро — которое изменило свое толкование давно действующего закона.
«Как можно ожидать, что обычные граждане будут не отставать от всего этого?» — спросил Горсуч, добавив, что спор по акциям компании может вернуться в Верховный суд позднее.
В декабре Верховный суд заслушал аргументы в рамках первого крупного спора, связанного с оружием, который предстал перед судьями с 2010 года — возражение, поддержанное NRA в отношении ограничения перевозки огнестрельного оружия в Нью-Йорке.
Отчетность Эндрю Чанга; Редактирование Уилла Данхэма
Что такое ударный приклад и как он работает?
Каждая из двенадцати винтовок, которые имел в своем номере отеля на 32-м этаже в Лас-Вегасе, были модифицированы «отбойником», приспособлением, которое позволяет полуавтоматической винтовке стрелять быстрее.
«Ударный приклад» заменяет стандартный приклад винтовки, который представляет собой часть, удерживаемую напротив плеча. Он позволяет оружию быстро скользить вперед и назад, используя энергию отдачи, которую стрелки ощущают при стрельбе.
Ложа «толкает» вперед и назад между плечом стрелка и пальцем спускового крючка, заставляя винтовку быстро стрелять снова и снова. Стрелок удерживает палец на спусковом крючке на месте, сохраняя при этом давление вперед на ствол и давление назад на рукоять пистолета во время стрельбы.
Ударная ложа не запрещена федеральным законом, хотя она позволяет оружию стрелять почти со скоростью пулемета, не превращая его технически в полностью автоматическое огнестрельное оружие.(Частным лицам запрещено иметь полностью автоматическое огнестрельное оружие, произведенное после 19 мая 1986 года; владение более ранними моделями требует федеральной лицензии.)
«Классификация этих устройств зависит от того, изменяют ли они механически функцию огнестрельного оружия на полностью автоматический», — заявила Джилл Снайдер, специальный агент Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам на пресс-конференции в Лас-Вегас во вторник. «Приклады с отбойником, имитируя автоматический огонь, на самом деле не изменяют режим автоматического огня, что делает их легальными в соответствии с действующим федеральным законом.”
Это видео показывает 15 секунд атаки с постоянными выстрелами.
Изолировано, схема выстрелов выглядит следующим образом.
Напротив, полностью автоматическое оружие, такое как Colt AR-15A2 до 1986 года выпуска, звучит иначе. Нет никаких изменений в скорострельности, как это было во время стрельбы в Лас-Вегасе.
Congress.gov | Библиотека Конгресса
Секция записи Конгресса Ежедневный дайджест Сенат жилой дом Расширения замечаний
Замечания участников Автор: Any House Member Адамс, Альма С.[D-NC] Адерхольт, Роберт Б. [R-AL] Агилар, Пит [D-CA] Аллен, Рик В. [R-GA] Оллред, Колин З. [D-TX] Амодеи, Марк Э. [R -NV] Армстронг, Келли [R-ND] Аррингтон, Джоди К. [R-TX] Auchincloss, Jake [D-MA] Axne, Cynthia [D-IA] Бабин, Брайан [R-TX] Бэкон, Дон [R -NE] Бэрд, Джеймс Р. [R-IN] Балдерсон, Трой [R-OH] Бэнкс, Джим [R-IN] Барр, Энди [R-KY] Барраган, Нанетт Диас [D-CA] Басс, Карен [ D-CA] Битти, Джойс [D-OH] Бенц, Клифф [R-OR] Бера, Ами [D-CA] Бергман, Джек [R-MI] Бейер, Дональд С., младший [D-VA] Байс , Стефани И. [R-OK] Биггс, Энди [R-AZ] Билиракис, Гас М.[R-FL] Бишоп, Дэн [R-NC] Бишоп, Сэнфорд Д., младший [D-GA] Блуменауэр, Эрл [D-OR] Блант Рочестер, Лиза [D-DE] Боберт, Лорен [R-CO ] Бонамичи, Сюзанна [D-OR] Бост, Майк [R-IL] Bourdeaux, Carolyn [D-GA] Bowman, Jamaal [D-NY] Бойл, Брендан Ф. [D-PA] Брэди, Кевин [R-TX ] Брукс, Мо [R-AL] Браун, Энтони Г. [D-MD] Браунли, Джулия [D-CA] Бьюкенен, Верн [R-FL] Бак, Кен [R-CO] Бакшон, Ларри [R-IN ] Бадд, Тед [R-NC] Берчетт, Тим [R-TN] Берджесс, Майкл К. [R-TX] Буш, Кори [D-MO] Бустос, Cheri [D-IL] Баттерфилд, GK [D-NC ] Калверт, Кен [R-CA] Каммак, Кэт [R-FL] Карбаджал, Салуд О.[D-CA] Карденас, Тони [D-CA] Карл, Джерри Л. [R-AL] Карсон, Андре [D-IN] Картер, Эрл Л. «Бадди» [R-GA] Картер, Джон Р. [ R-TX] Картер, Трой [D-LA] Картрайт, Мэтт [D-PA] Кейс, Эд [D-HI] Кастен, Шон [D-IL] Кастор, Кэти [D-FL] Кастро, Хоакин [D- TX] Cawthorn, Мэдисон [R-NC] Chabot, Стив [R-OH] Чейни, Лиз [R-WY] Чу, Джуди [D-CA] Cicilline, Дэвид Н. [D-RI] Кларк, Кэтрин М. [ D-MA] Кларк, Иветт Д. [D-NY] Кливер, Эмануэль [D-MO] Клайн, Бен [R-VA] Клауд, Майкл [R-TX] Клайберн, Джеймс Э. [D-SC] Клайд, Эндрю С. [R-GA] Коэн, Стив [D-TN] Коул, Том [R-OK] Комер, Джеймс [R-KY] Коннолли, Джеральд Э.[D-VA] Купер, Джим [D-TN] Корреа, Дж. Луис [D-CA] Коста, Джим [D-CA] Кортни, Джо [D-CT] Крейг, Энджи [D-MN] Кроуфорд, Эрик А. «Рик» [R-AR] Креншоу, Дэн [R-TX] Крист, Чарли [D-FL] Кроу, Джейсон [D-CO] Куэльяр, Генри [D-TX] Кертис, Джон Р. [R- UT] Дэвидс, Шарис [D-KS] Дэвидсон, Уоррен [R-OH] Дэвис, Дэнни К. [D-IL] Дэвис, Родни [R-IL] Дин, Мадлен [D-PA] ДеФазио, Питер А. [ D-OR] DeGette, Diana [D-CO] DeLauro, Rosa L. [D-CT] DelBene, Suzan K. [D-WA] Delgado, Antonio [D-NY] Demings, Val Butler [D-FL] DeSaulnier , Марк [D-CA] ДеДжарле, Скотт [R-TN] Дойч, Теодор Э.[D-FL] Диас-Баларт, Марио [R-FL] Дингелл, Дебби [D-MI] Доггетт, Ллойд [D-TX] Дональдс, Байрон [R-FL] Дойл, Майкл Ф. [D-PA] Дункан , Джефф [R-SC] Данн, Нил П. [R-FL] Эммер, Том [R-MN] Эскобар, Вероника [D-TX] Эшу, Анна Г. [D-CA] Эспайлат, Адриано [D-NY ] Эстес, Рон [R-KS] Эванс, Дуайт [D-PA] Фаллон, Пэт [R-TX] Feenstra, Рэнди [R-IA] Фергюсон, А. Дрю, IV [R-GA] Фишбах, Мишель [R -MN] Фицджеральд, Скотт [R-WI] Фитцпатрик, Брайан К. [R-PA] Флейшманн, Чарльз Дж. «Чак» [R-TN] Флетчер, Лиззи [D-TX] Фортенберри, Джефф [R-NE] Фостер, Билл [D-IL] Фокс, Вирджиния [R-NC] Франкель, Лоис [D-FL] Франклин, К.Скотт [R-FL] Фадж, Марсия Л. [D-OH] Фулчер, Расс [R-ID] Gaetz, Мэтт [R-FL] Галлахер, Майк [R-WI] Галлего, Рубен [D-AZ] Гараменди, Джон [D-CA] Гарбарино, Эндрю Р. [R-NY] Гарсия, Хесус Дж. «Чуй» [D-IL] Гарсия, Майк [R-CA] Гарсия, Сильвия Р. [D-TX] Гиббс, Боб [R-OH] Хименес, Карлос А. [R-FL] Гомерт, Луи [R-TX] Голден, Джаред Ф. [D-ME] Гомес, Джимми [D-CA] Гонсалес, Тони [R-TX] Гонсалес , Энтони [R-OH] Гонсалес, Висенте [D-TX] Гонсалес-Колон, Дженниффер [R-PR] Гуд, Боб [R-VA] Гуден, Лэнс [R-TX] Госар, Пол А. [R-AZ ] Gottheimer, Джош [D-NJ] Granger, Kay [R-TX] Graves, Garret [R-LA] Graves, Sam [R-MO] Green, Al [D-TX] Green, Mark E.[R-TN] Грин, Марджори Тейлор [R-GA] Гриффит, Х. Морган [R-VA] Гриджалва, Рауль М. [D-AZ] Гротман, Гленн [R-WI] Гость, Майкл [R-MS] Гатри, Бретт [R-KY] Хааланд, Дебра А. [D-NM] Хагедорн, Джим [R-MN] Хардер, Джош [D-CA] Харрис, Энди [R-MD] Харшбаргер, Диана [R-TN] Хартцлер, Вики [R-MO] Гастингс, Элси Л. [D-FL] Хейс, Джахана [D-CT] Херн, Кевин [R-OK] Херрелл, Иветт [R-NM] Эррера Бейтлер, Хайме [R-WA ] Хайс, Джоди Б. [R-GA] Хиггинс, Брайан [D-NY] Хиггинс, Клэй [R-LA] Хилл, Дж. Френч [R-AR] Хаймс, Джеймс А. [D-CT] Хинсон, Эшли [R-IA] Hollingsworth, Trey [R-IN] Horsford, Steven [D-NV] Houlahan, Chrissy [D-PA] Hoyer, Steny H.[D-MD] Хадсон, Ричард [R-NC] Хаффман, Джаред [D-CA] Хьюизенга, Билл [R-MI] Исса, Даррелл Э. [R-CA] Джексон, Ронни [R-TX] Джексон Ли, Шейла [D-TX] Джейкобс, Крис [R-NY] Джейкобс, Сара [D-CA] Jayapal, Pramila [D-WA] Джеффрис, Хаким С. [D-NY] Джонсон, Билл [R-OH] Джонсон, Дасти [R-SD] Джонсон, Эдди Бернис [D-TX] Джонсон, Генри К. «Хэнк» младший [D-GA] Джонсон, Майк [R-LA] Джонс, Mondaire [D-NY] Джордан, Джим [R-OH] Джойс, Дэвид П. [R-OH] Джойс, Джон [R-PA] Кахеле, Кайали [D-HI] Каптур, Марси [D-OH] Катко, Джон [R-NY] Китинг , Уильям Р.[D-MA] Келлер, Фред [R-PA] Келли, Майк [R-PA] Келли, Робин Л. [D-IL] Келли, Трент [R-MS] Кханна, Ро [D-CA] Килди, Дэниел Т. [D-MI] Килмер, Дерек [D-WA] Ким, Энди [D-NJ] Ким, Янг [R-CA] Кинд, Рон [D-WI] Кинзингер, Адам [R-IL] Киркпатрик, Энн [D-AZ] Кришнамурти, Раджа [D-IL] Кустер, Энн М. [D-NH] Кустофф, Дэвид [R-TN] ЛаХуд, Дарин [R-IL] Ламальфа, Дуг [R-CA] Лэмб, Конор [D-PA] Лэмборн, Дуг [R-CO] Ланжевен, Джеймс Р. [D-RI] Ларсен, Рик [D-WA] Ларсон, Джон Б. [D-CT] Латта, Роберт Э. [R-OH ] Латернер, Джейк [R-KS] Лоуренс, Бренда Л.[D-MI] Лоусон, Эл, младший [D-FL] Ли, Барбара [D-CA] Ли, Сьюзи [D-NV] Леже Фернандес, Тереза [D-NM] Леско, Дебби [R-AZ] Летлоу , Джулия [R-LA] Левин, Энди [D-MI] Левин, Майк [D-CA] Лиу, Тед [D-CA] Лофгрен, Зои [D-CA] Лонг, Билли [R-MO] Лоудермилк, Барри [R-GA] Ловенталь, Алан С. [D-CA] Лукас, Фрэнк Д. [R-OK] Люткемейер, Блейн [R-MO] Лурия, Элейн Г. [D-VA] Линч, Стивен Ф. [D -MA] Мейс, Нэнси [R-SC] Малиновски, Том [D-NJ] Маллиотакис, Николь [R-NY] Мэлони, Кэролин Б. [D-NY] Мэлони, Шон Патрик [D-NY] Манн, Трейси [ R-KS] Мэннинг, Кэти Э.[D-NC] Мэсси, Томас [R-KY] Маст, Брайан Дж. [R-FL] Мацуи, Дорис О. [D-CA] МакБэт, Люси [D-GA] Маккарти, Кевин [R-CA] МакКол , Майкл Т. [R-TX] Макклейн, Лиза К. [R-MI] МакКлинток, Том [R-CA] МакКоллум, Бетти [D-MN] МакИчин, А. Дональд [D-VA] Макговерн, Джеймс П. [D-MA] МакГенри, Патрик Т. [R-NC] МакКинли, Дэвид Б. [R-WV] МакМоррис Роджерс, Кэти [R-WA] Макнерни, Джерри [D-CA] Микс, Грегори В. [D- NY] Мейер, Питер [R-MI] Мэн, Грейс [D-NY] Meuser, Daniel [R-PA] Mfume, Kweisi [D-MD] Миллер, Кэрол Д. [R-WV] Миллер, Мэри Э. [ R-IL] Миллер-Микс, Марианнетт [R-IA] Мооленаар, Джон Р.[R-MI] Муни, Александр X. [R-WV] Мур, Барри [R-AL] Мур, Блейк Д. [R-UT] Мур, Гвен [D-WI] Морелль, Джозеф Д. [D-NY ] Моултон, Сет [D-MA] Мрван, Фрэнк Дж. [D-IN] Маллин, Маркуэйн [R-OK] Мерфи, Грегори [R-NC] Мерфи, Стефани Н. [D-FL] Надлер, Джерролд [D -NY] Наполитано, Грейс Ф. [D-CA] Нил, Ричард Э. [D-MA] Негусе, Джо [D-CO] Нелс, Трой Э. [R-TX] Ньюхаус, Дэн [R-WA] Ньюман , Мари [D-IL] Норкросс, Дональд [D-NJ] Норман, Ральф [R-SC] Нортон, Элеонора Холмс [D-DC] Нуньес, Девин [R-CA] О’Халлеран, Том [D-AZ] Обернолти, Джей [R-CA] Окасио-Кортес, Александрия [D-NY] Омар, Ильхан [D-MN] Оуэнс, Берджесс [R-UT] Палаццо, Стивен М.[R-MS] Паллоне, Фрэнк, младший [D-NJ] Палмер, Гэри Дж. [R-AL] Панетта, Джимми [D-CA] Паппас, Крис [D-NH] Паскрелл, Билл, мл. [D -NJ] Пейн, Дональд М., младший [D-NJ] Пелоси, Нэнси [D-CA] Пенс, Грег [R-IN] Перлмуттер, Эд [D-CO] Перри, Скотт [R-PA] Питерс, Скотт Х. [D-CA] Пфлюгер, Август [R-TX] Филлипс, Дин [D-MN] Пингри, Челли [D-ME] Пласкетт, Стейси Э. [D-VI] Покан, Марк [D-WI] Портер, Кэти [D-CA] Поузи, Билл [R-FL] Прессли, Аянна [D-MA] Прайс, Дэвид Э. [D-NC] Куигли, Майк [D-IL] Радваген, Аумуа Амата Коулман [R- AS] Раскин, Джейми [D-MD] Рид, Том [R-NY] Решенталер, Гай [R-PA] Райс, Кэтлин М.[D-NY] Райс, Том [R-SC] Ричмонд, Седрик Л. [D-LA] Роджерс, Гарольд [R-KY] Роджерс, Майк Д. [R-AL] Роуз, Джон В. [R-TN ] Розендейл старший, Мэтью М. [R-MT] Росс, Дебора К. [D-NC] Роузер, Дэвид [R-NC] Рой, Чип [R-TX] Ройбал-Аллард, Люсиль [D-CA] Руис , Рауль [D-CA] Рупперсбергер, Калифорния Датч [D-MD] Раш, Бобби Л. [D-IL] Резерфорд, Джон Х. [R-FL] Райан, Тим [D-OH] Саблан, Грегорио Килили Камачо [ D-MP] Салазар, Мария Эльвира [R-FL] Санчес, Линда Т. [D-CA] Сан-Николас, Майкл FQ [D-GU] Сарбейнс, Джон П. [D-MD] Скализ, Стив [R-LA ] Скэнлон, Мэри Гей [D-PA] Шаковски, Дженис Д.[D-IL] Шифф, Адам Б. [D-CA] Шнайдер, Брэдли Скотт [D-IL] Шрейдер, Курт [D-OR] Шриер, Ким [D-WA] Швейкерт, Дэвид [R-AZ] Скотт, Остин [R-GA] Скотт, Дэвид [D-GA] Скотт, Роберт С. «Бобби» [D-VA] Сешнс, Пит [R-TX] Сьюэлл, Терри А. [D-AL] Шерман, Брэд [D -CA] Шерилл, Мики [D-NJ] Симпсон, Майкл К. [R-ID] Sires, Альбио [D-NJ] Slotkin, Элисса [D-MI] Смит, Адам [D-WA] Смит, Адриан [R -NE] Смит, Кристофер Х. [R-NJ] Смит, Джейсон [R-MO] Смакер, Ллойд [R-PA] Сото, Даррен [D-FL] Спанбергер, Эбигейл Дэвис [D-VA] Спарц, Виктория [ R-IN] Шпейер, Джеки [D-CA] Стэнтон, Грег [D-AZ] Стаубер, Пит [R-MN] Стил, Мишель [R-CA] Стефаник, Элиза М.[R-NY] Стейл, Брайан [R-WI] Steube, В. Грегори [R-FL] Стивенс, Хейли М. [D-MI] Стюарт, Крис [R-UT] Стиверс, Стив [R-OH] Стрикленд , Мэрилин [D-WA] Суоззи, Томас Р. [D-NY] Swalwell, Эрик [D-CA] Такано, Марк [D-CA] Тейлор, Ван [R-TX] Тенни, Клаудия [R-NY] Томпсон , Бенни Г. [D-MS] Томпсон, Гленн [R-PA] Томпсон, Майк [D-CA] Тиффани, Томас П. [R-WI] Тиммонс, Уильям Р. IV [R-SC] Титус, Дина [ D-NV] Тлаиб, Рашида [D-MI] Тонко, Пол [D-NY] Торрес, Норма Дж. [D-CA] Торрес, Ричи [D-NY] Трахан, Лори [D-MA] Трон, Дэвид Дж. .[D-MD] Тернер, Майкл Р. [R-OH] Андервуд, Лорен [D-IL] Аптон, Фред [R-MI] Валадао, Дэвид Г. [R-CA] Ван Дрю, Джефферсон [R-NJ] Ван Дайн, Бет [R-Техас] Варгас, Хуан [D-CA] Визи, Марк А. [D-TX] Вела, Филемон [D-TX] Веласкес, Нидия М. [D-Нью-Йорк] Вагнер, Энн [R -MO] Уолберг, Тим [R-MI] Валорски, Джеки [R-IN] Вальс, Майкл [R-FL] Вассерман Шульц, Дебби [D-FL] Уотерс, Максин [D-CA] Уотсон Коулман, Бонни [D -NJ] Вебер, Рэнди К., старший [R-TX] Вебстер, Дэниел [R-FL] Велч, Питер [D-VT] Венструп, Брэд Р. [R-OH] Вестерман, Брюс [R-AR] Векстон, Дженнифер [D-VA] Уайлд, Сьюзан [D-PA] Уильямс, Nikema [D-GA] Уильямс, Роджер [R-TX] Уилсон, Фредерика С.[D-FL] Уилсон, Джо [R-SC] Виттман, Роберт Дж. [R-VA] Womack, Steve [R-AR] Райт, Рон [R-TX] Ярмут, Джон А. [D-KY] Янг , Дон [R-AK] Зельдин, Ли М. [R-NY] Любой член Сената Болдуин, Тэмми [D-WI] Баррассо, Джон [R-WY] Беннет, Майкл Ф. [D-CO] Блэкберн, Марша [ R-TN] Блюменталь, Ричард [D-CT] Блант, Рой [R-MO] Букер, Кори А. [D-NJ] Бузман, Джон [R-AR] Браун, Майк [R-IN] Браун, Шеррод [ D-OH] Берр, Ричард [R-NC] Кантуэлл, Мария [D-WA] Капито, Шелли Мур [R-WV] Кардин, Бенджамин Л. [D-MD] Карпер, Томас Р. [D-DE] Кейси , Роберт П., Младший [D-PA] Кэссиди, Билл [R-LA] Коллинз, Сьюзан М. [R-ME] Кунс, Кристофер А. [D-DE] Корнин, Джон [R-TX] Кортес Масто, Кэтрин [D -NV] Коттон, Том [R-AR] Крамер, Кевин [R-ND] Крапо, Майк [R-ID] Круз, Тед [R-TX] Дейнс, Стив [R-MT] Дакворт, Тэмми [D-IL ] Дурбин, Ричард Дж. [D-IL] Эрнст, Джони [R-IA] Файнштейн, Dianne [D-CA] Фишер, Деб [R-NE] Гиллибранд, Кирстен Э. [D-NY] Грэм, Линдси [R -SC] Грассли, Чак [R-IA] Хагерти, Билл [R-TN] Харрис, Камала Д. [D-CA] Хассан, Маргарет Вуд [D-NH] Хоули, Джош [R-MO] Генрих, Мартин [ D-NM] Гикенлупер, Джон В.[D-CO] Hirono, Mazie K. [D-HI] Hoeven, John [R-ND] Hyde-Smith, Cindy [R-MS] Inhofe, James M. [R-OK] Johnson, Ron [R-WI] ] Кейн, Тим [D-VA] Келли, Марк [D-AZ] Кеннеди, Джон [R-LA] Кинг, Ангус С., младший [I-ME] Klobuchar, Amy [D-MN] Ланкфорд, Джеймс [ R-OK] Лихи, Патрик Дж. [D-VT] Ли, Майк [R-UT] Леффлер, Келли [R-GA] Лухан, Бен Рэй [D-NM] Ламмис, Синтия М. [R-WY] Манчин , Джо, III [D-WV] Марки, Эдвард Дж. [D-MA] Маршалл, Роджер В. [R-KS] МакКоннелл, Митч [R-KY] Менендес, Роберт [D-NJ] Меркли, Джефф [D -ИЛИ] Моран, Джерри [R-KS] Мурковски, Лиза [R-AK] Мерфи, Кристофер [D-CT] Мюррей, Пэтти [D-WA] Оссофф, Джон [D-GA] Падилла, Алекс [D-CA ] Пол, Рэнд [R-KY] Питерс, Гэри К.[D-MI] Портман, Роб [R-OH] Рид, Джек [D-RI] Риш, Джеймс Э. [R-ID] Ромни, Митт [R-UT] Розен, Джеки [D-NV] Раундс, Майк [R-SD] Рубио, Марко [R-FL] Сандерс, Бернард [I-VT] Sasse, Бен [R-NE] Schatz, Брайан [D-HI] Шумер, Чарльз Э. [D-NY] Скотт, Рик [R-FL] Скотт, Тим [R-SC] Шахин, Жанна [D-NH] Шелби, Ричард К. [R-AL] Синема, Кирстен [D-AZ] Смит, Тина [D-MN] Стабеноу, Дебби [D-MI] Салливан, Дэн [R-AK] Тестер, Джон [D-MT] Тьюн, Джон [R-SD] Тиллис, Том [R-NC] Туми, Пэт [R-PA] Тубервиль, Томми [R -AL] Ван Холлен, Крис [D-MD] Уорнер, Марк Р.[D-VA] Варнок, Рафаэль Г. [D-GA] Уоррен, Элизабет [D-MA] Уайтхаус, Шелдон [D-RI] Уикер, Роджер Ф. [R-MS] Уайден, Рон [D-OR] Янг , Тодд [R-IN]
Законопроект Сената SB 880 — Анализ законопроекта
Законопроект Сената SB 880 — Анализ законопроекта Анализ законопроекта СЕНАТСКИЙ КОМИТЕТ ПО ОБЩЕСТВЕННОЙ БЕЗОПАСНОСТИ
Сенатор Лони Хэнкок, председатель
2015 - 2016 Обычный Счет №: SB 880 Дата слушания: 19 апреля 2016 г.
-------------------------------------------------- ---------------
| Автор: | Зал |
| ----------- + ------------------------------------- ---------------- |
| Версия: | 28 марта 2016 г. |
-------------------------------------------------- ---------------
-------------------------------------------------- ---------------
| Срочность: | Нет | Финансовые: | Да |
-------------------------------------------------- ---------------
-------------------------------------------------- ---------------
| Консультант: | JRD |
| | |
-------------------------------------------------- --------------- Тема: Огнестрельное оружие: штурмовое оружие ИСТОРИЯ Источник: Автор Предыдущее законодательство: SB 47 (Да) - умер на собрании
Ассигнования, 2013 г.
SB 249 (Yee) - умер в ассамблее,
2012 г.
AB 2728 (Klehs) - гл.793, Устав 2006 г.
SB 238 (Перата) - гл. 499 Устава 2003 г.
SB 626 (Перата) - гл. 937, Устав 2001 г.
SB 23 (Перата) - гл. 129, Устав 1999 г.
Закон Роберти-Рооса о контроле за штурмовым оружием - гл. 19,
3, Статистика. 1989 г. Поддержка: Американская академия педиатрии; Согните дугу; Брэди
Кампания по предотвращению насилия с применением огнестрельного оружия, Крестовый поход братства;
Калифорнийская академия семейных врачей; Калифорния
Главы; Калифорнийское отделение Американского колледжа
врачей скорой помощи; California Communities United
Институт; Чарльз Р.Медицинский университет Дрю и
Наука; Город Окленд; Город Лонг-Бич;
Коалиция против насилия с применением огнестрельного оружия, Санта-Барбара
Коалиция; Наблюдательный совет графства Санта-Клара; SB 880 (Холл) Стр.
2 из?
Ассоциация общественных клиник; Кампания Мужества; Эрик
Гарсетти, Юридический центр по предотвращению насилия с применением огнестрельного оружия; Мэр
город Лос-Анджелес; Камала Харрис, Калифорния
Генеральный прокурор; Демократы округа Невада; апельсин
Глава округа, Кампания Брэди по предотвращению огнестрельного оружия
Насилие; Мир над насилием; Врачи для социальных сетей
Ответственность, Отделение области залива Сан-Франциско;
Радужные услуги; Коалиция по предотвращению насилия
Большой Лос-Анджелес; Молодежь жива !; несколько человек Оппозиция: Ассоциация шерифов штата Калифорния; Калифорния
Sportsman's Lobby, Inc.; Перекресток Запада;
Коалиция по политике в отношении огнестрельного оружия; Оружейники Калифорнии;
Национальная стрелковая ассоциация; Национальные стрелковые виды спорта
Foundation, Inc .; Коалиция уличных спортсменов
Калифорния; Международный сафари-клуб ЦЕЛЬ Целью этого законопроекта является (1) изменение определения
штурмовое оружие для обозначения огнестрельного оружия, имеющего одно из нескольких
указаны черты в стиле милитари и не имеет фиксированной
журнал ", а не огнестрельное оружие, имеющее одну из этих особенностей
и «может принимать отъемный магазин»; (2)
определить "фиксированный магазин" как "устройство подачи боеприпасов"
содержащегося в огнестрельном оружии или постоянно прикрепленного к нему в таком
способ, которым устройство не может быть снято без разборки
действие огнестрельного оружия »; (3) обеспечить, чтобы любое лицо, которое было
имеет право зарегистрировать штурмовое оружие и законно владеет
такое оружие до 1 января 2017 г. будет освобождено от
штрафы, если лицо зарегистрирует оружие до 1 января,
2018; (4) требовать, чтобы любое лицо, которое с 1 января 2001 г.
31 декабря 2016 г. законно владел штурмовым оружием, которое
не имеет фиксированного магазина, как определено, зарегистрировать огнестрельное оружие
до 1 января 2018 г., с Министерством юстиции (DOJ), as SB 880 (Холл) Стр.
3 из?
указано; (5) обеспечить подачу этой регистрации
онлайн, как указано; (6) разрешить Министерству юстиции взимать плату в размере до
15 долларов США на человека, но не более разумных затрат на обработку
отдела регистрации; и (7) требуют от Министерства юстиции
установить процедуры с целью выполнения этого
требование регистрации и указать, что эти процедуры
освобождается от действия Закона об административном судопроизводстве.Действующий закон содержит законодательные выводы и декларации, которые
распространение и использование штурмовых винтовок и винтовок .50 BMG представляет собой
угроза здоровью, безопасности и защищенности всех граждан
Калифорния. (Уголовный кодекс 30505.) В действующем законе говорится о намерении законодательного органа наложить ограничения на
использование штурмовых орудий и винтовок .50 BMG и создание
регистрация и разрешительный порядок их законной продажи и
владение.(Уголовный кодекс 30505.) Действующий закон определяет «штурмовое оружие» как одно из определенных
винтовки и пистолеты (Уголовный кодекс 30510) или как: Полуавтоматическая винтовка с центральным огнем
принять отъемный магазин и иметь хотя бы один из
следующий: o Пистолетная рукоятка, заметно выступающая под
действие оружия;
o приклад с отверстием для большого пальца;
o Вертикальная рукоятка;
o складной или телескопический приклад;
o гранатомет или сигнальный гранатомет;
o пламегаситель; или же,
o Передняя рукоятка.Полуавтоматическая винтовка центрального огня с фиксированным
магазин на 10 патронов;
Полуавтоматическая винтовка с центральным огнем, имеющая общий
длина менее 30 дюймов;
Полуавтоматический пистолет, способный принять
съемный магазин и имеет как минимум одно из следующего: o Ствол с резьбой, способный принимать вспышку
глушитель, передняя рукоятка или глушитель;
o Вторая рукоятка; SB 880 (Холл) Стр.
4 из?
o Кожух, который прикреплен, частично или
полностью окружает ствол, что позволяет носителю
стрелять из оружия, не обжигая руку,
за исключением затвора, закрывающего ствол; или же
o Возможность принимать съемный магазин на некоторых
расположение вне пистолетной рукоятки.Полуавтоматический пистолет с фиксированным магазином, имеющим
возможность приема более 10 патронов;
Полуавтоматическое ружье, обладающее следующими характеристиками: o складной или телескопический приклад; а также
o Пистолетная рукоятка, заметно выступающая под
действие оружия, приклад с отверстием для большого пальца или вертикальный
рукоятка. Полуавтоматическое ружье, способное принимать
отъемный магазин; а также
Любое ружье с вращающимся цилиндром.(Уголовный кодекс
30515.) Действующий закон определяет «съемный магазин» как любые боеприпасы.
устройство подачи, которое легко снимается с оружия с помощью
ни разборка ствола огнестрельного оружия, ни использование инструмента
требуется. Пуля или патрон боеприпасов считается
инструмент. Устройство подачи боеприпасов включает любые ремни или сцепные устройства.
боеприпасы, но не включают обоймы, обоймы в блоке или
зажимы для зачистки, которые загружают патроны в магазин.(11 кал.
Кодекс рег. 5469.) Действующее законодательство предусматривает, что незаконное владение нападением
оружие является альтернативным преступлением-проступком и подлежит наказанию
тюремным заключением в окружной тюрьме на срок не более одного
год, или тюремным заключением в соответствии с подразделом (h) Раздела
1170 (16 месяцев, два или три года). Несмотря на
выше, первое нарушение этих положений наказуемо
штраф, не превышающий 500 долларов, если у человека были обнаружены
не более двух единиц огнестрельного оружия и определенных условиях
встретились.(Уголовный кодекс 30605.) Действующий закон предусматривает, что любое лицо, проживающее в Калифорнии
производит, импортирует в Калифорнию, предлагает на продажу или кто
дает или одалживает любое штурмовое оружие с указанными исключениями
виновный в уголовном преступлении, наказуемом лишением свободы в государственной тюрьме SB 880 (Холл) Стр.
5 из?
на четыре, шесть или восемь лет. (Уголовный кодекс 30600.) Действующий закон определяет «винтовку и патрон .50 BMG» как
указано. (Уголовный кодекс 30525, 30530.) Действующий закон исключает Министерство юстиции, правоохранительные органы, вооруженные силы.
сил и других указанных агентств из запрета
против продажи, покупки, импорта или владения
штурмовое оружие или винтовки .50 BMG. (Уголовный кодекс 30625.) Действующее законодательство требует, чтобы любое лицо, законно владеющее
штурмовое оружие, как указано, должно зарегистрировать огнестрельное оружие с
Министерство юстиции, как указано.(Уголовный кодекс 30900 и последующие) Этот законопроект внесет поправку в определение штурмового оружия, указав
к огнестрельному оружию, которое имеет одну из нескольких указанных характеристик и
не иметь «фиксированный магазин», а не огнестрельное оружие с одним из
эти функции и "способность принимать съемные
журнал ". В этом законопроекте «фиксированный магазин» будет определяться как «боеприпасы.
устройство подачи, содержащееся в или постоянно прикрепленное к
огнестрельное оружие таким образом, чтобы устройство нельзя было снять
без разборки действия огнестрельного оружия." Этот законопроект предусматривает, что, несмотря на новое определение
штурмового оружия, указанного в этом счете, любое лицо, которое
владели штурмовым оружием до 1 января 2017 г., освобождены от уплаты налогов
от наказания в соответствии с разделом 30605, если все
применимы следующие: До 1 января 2017 г. это лицо имело право
зарегистрировать это штурмовое оружие в соответствии с подразделом (c)
Раздел 30900;
Лицо на законных основаниях владело этим штурмовым оружием на
1 января 2017 г .; а также
Лицо регистрирует штурмовое оружие до 1 января.
2018 г., уточненный.Этот законопроект предусматривает, что любое лицо, которое с 1 января
С 2001 г. по 31 декабря 2016 г. включительно, на законных основаниях владели
штурмовое оружие, не имеющее фиксированного магазина, как определено
в разделе 30515, включая оружие с боеприпасами
устройство подачи, которое легко снимается с оружия с помощью SB 880 (Холл) Стр.
6 из?
использование инструмента, зарегистрировать огнестрельное оружие до 1 января,
2018, с отделением в соответствии с теми процедурами, которые
отдел может установить.Регистрации должны быть представлены в электронном виде через
Интернет с использованием общедоступного приложения, созданного
доступны отделом.
Регистрация должна содержать описание
огнестрельное оружие, однозначно идентифицирующее его, включая все
опознавательные знаки, дату приобретения огнестрельного оружия,
имя и адрес лица, от которого или
предприятие, у которого было приобретено огнестрельное оружие, а также
полное имя регистранта, адрес, номер телефона, дата
рождения, пола, роста, веса, цвета глаз, цвета волос и
Номер водительского удостоверения Калифорнии или Калифорния
номер удостоверения личности.Департамент может взимать сбор до пятнадцати долларов.
(15 долларов США) на человека, но не более разумного
затраты на обработку отдела. Пошлина уплачивается
дебетовой или кредитной картой в то время, когда электронный
регистрация подается в отдел. Плата
быть депонированным в Дилерском отчете о продажах.
Счет.
Департамент устанавливает процедуры для
цель проведения данного подразделения.Эти процедуры
освобождается от действия Закона об административном судопроизводстве. ПРИЕМ / ПРЕОДОЛЕНИЕ КРИЗИСА За последние несколько лет Комитет внимательно изучил
законодательство относится к его юрисдикции для любых потенциальных
влияние на переполненность тюрем. Помня о Соединенных Штатах
Постановление Верховного суда и постановления федерального суда в отношении
способность государства обеспечить конституционный уровень здравоохранения
к его обитателям и связанным с этим вопросом тюрьмы
перенаселенность, этот комитет применил свою политику "РОЦА" как
нейтральные по содержанию, временные меры, необходимые для обеспечения того, чтобы
Законодательная власть не подрывает прогресс в сокращении тюрем
перенаселенность.10 февраля 2014 г. федеральный суд обязал Калифорнию
сократить количество взрослых в государственных учреждениях до 137,5% от
проектная мощность до 28 февраля 2016 года:
143% от проектной к 30 июня 2014 г .; SB 880 (Холл) Стр.
7 из?
141,5% от проектной к 28 февраля 2015 г .; а также,
137,5% от проектной к 28 февраля 2016 г.В декабре 2015 года администрация сообщила, что "из
9 декабря 2015 года 112 510 заключенных были размещены в 34 государственных учреждениях.
учреждения для взрослых, что составляет 136,0% проектной койки
вместимостью, а 5264 заключенных были размещены за пределами штата
удобства. В настоящее время количество заключенных составляет 1212 человек.
окончательный заданный судом эталон численности населения в 137,5% от проектной кровати
мощности, и находится под этим эталоном с февраля
2015 г."(Отчет ответчиков о состоянии дел за декабрь 2015 г. в ответ на
Приказ от 10 февраля 2014 г., 2: 90-cv-00520 KJM DAD PC, 3-Judge
Суд, Коулман против Брауна, Плата против Брауна (ссылка опущена).
год назад 115 826 заключенных были размещены в 34 взрослых
учреждений, что составило 140,0% от проектной койко-мест,
и 8 864 заключенных были размещены в учреждениях за пределами штата.
(Отчет ответчиков о состоянии дел за декабрь 2014 г. в ответ на февраль
Постановление от 10 ноября 2014 г., 2: 90-cv-00520 KJM DAD PC, 3-Judge Court, Coleman
v.Brown, Plata v. Brown (ссылка опущена).)
Хотя значительные успехи были достигнуты в сокращении тюрем
населения, государство должно стабилизировать эти достижения и
продемонстрировать федеральному суду, что в Калифорнии действует
«прочное решение» переполненности тюрем »постоянно
потребовал "судом. (Заключение по вопросу: Частичное и частичное предоставление приказа)
Частичное отклонение ходатайства ответчиков о продлении срока действия декабря
31, 2013 Срок, NO.2: 90-cv-0520 LKK DAD (PC), суд с тремя судьями,
Коулман против Брауна, Плата против Брауна (2-10-14). Комитет
рассмотрение законопроектов, которые могут повлиять на количество заключенных
поэтому будет проинформирован о следующих вопросах: Подрывает ли предложение меру, которая способствовала
сокращению количества заключенных;
Касается ли предложение основной области общественной безопасности
или преступная деятельность, для которой нет другого
разумное и надлежащее средство правовой защиты;
Касается ли предложение преступления, которое непосредственно
опасны для физической безопасности других лиц, для которых существует
нет другой разумно подходящей санкции;
Исправляет ли предложение конституционную проблему или
ошибка законопроекта; а также
Предлагает ли предложение штрафы, которые
соразмерны и не могут быть достигнуты никаким другим
разумно подходящее средство правовой защиты.SB 880 (Холл) Стр.
8 из? КОММЕНТАРИИ 1. Потребность в этом законопроекте
В соответствии с автором: Исследования показывают, что в штатах с самыми жесткими законами об оружии
самые низкие показатели смертей, связанных с огнестрельным оружием. В то время как Калифорния
привел к запрету владения
штурмовое оружие военного образца со съемными боеприпасами
магазины, производители оружия используют «пулю».
пуговица-лазейка "для создания штурма" в соответствии с требованиями Калифорнии "
оружие.В течение многих лет владельцы оружия могли обходить
Законы Калифорнии о штурмовом оружии с помощью небольшого инструмента
быстро выбрасывать и перезаряжать магазины боеприпасов. Пуля
оснащенное кнопками оружие функционально такое же, как
незаконное штурмовое оружие, но не включено в
запрет, потому что для разблокировки
магазин боеприпасов, и он технически не может быть выпущен
рукой.Эти типы модификаций не имеют законного использования для
спортивные охотники или профессиональные стрелки. Пуля
оружие с кнопками предназначено только для облегчения
максимальное разрушение человеческой жизни. Такое оружие было
использовался в ряде недавних нападений с применением огнестрельного оружия, включая недавние
террористический акт в Сан-Бернардино, в результате которого осталось 14
Калифорнийцы погибли, 21 ранен. Этот законопроект уточняет определение штурмового оружия и
предоставляет Министерству юстиции право приносить
существующие правила в соответствие с оригиналом
намерение запрета штурмового оружия в Калифорнии.Отсутствует это
законопроект, запрет на штурмовое оружие сильно ослаблен, и
эти типы огнестрельного оружия военного образца будут и дальше
распространяются на наших улицах и в наших кварталах. 2. пуговица: стрельба по Сан-Бернардино 2 декабря 2015 г. 14 человек погибли, 21 - серьезно. SB 880 (Холл) Стр.
9 из?
ранен в результате массового расстрела во Внутреннем региональном центре в Сан
Бернардино, Калифорния.Виновники этого массового расстрела
использовало огнестрельное оружие, законно приобретенное в Калифорнии, По сообщениям, вырезание в законе об оружии Калифорнии разрешило
законная покупка двух штурмовых винтовок, которые были
использовался во время стрельбы в Сан-Бернардино в среду, в результате которой погиб
14 человек и 21 ранены, хотя оружие было
позже переделали незаконно. Множество пушек в стиле двух полуавтоматов АР-15.
винтовки, а.223 калибра DPMS Model A15 и Smith & Wesson
M & P15 запрещены в соответствии с законом Калифорнии 1989 года об оружии.
штурмовое оружие. Закон специально направлен на нападение
винтовки с магазинами, которые снимаются вручную, по порядку
чтобы пользователи не перезагружались быстро и не наносили массовый ущерб
повреждать. Но если ружья оснащены «пулевой кнопкой», как
Wall Street Journal сообщает о стрелках из Сан-Бернардино:
были, они совершенно законны для продажи.Вместо удаления
магазин вручную, стрелок должен нажать на утопленный
кнопка, доступная только с помощью наконечника пули или
еще один небольшой инструмент. Технически это не классифицируется как
«отъемный магазин», поэтому пистолеты разрешены. В
на практике этот метод по-прежнему позволяет пользователям менять
журналы в считанные секунды. Оружейники начали делать пули
кнопки после того, как Калифорния приняла более жесткие законы об оружии,
сообщает Associated Press.Но в этом случае оружие было дополнительно переделано в
способом, нарушившим закон Калифорнии, The Journal
отчетов, что позволяет использовать магазины большей емкости, чем
разрешенный. SB 880 (Холл) Стр.
10 из? Во время атаки двое боевиков произвели от 65 до 75 выстрелов.
затем еще 76 выстрелов в более поздней перестрелке с полицией,
по словам чиновников.Их было более 1400
снаряды из штурмовой винтовки на их телах и в их транспортных средствах. (Этот закон об оружии мог позволить атакующим из Сан-Бернардино
Стреляй быстрее, Виктор Лакерсон, журнал Time, 4 декабря,
2015,
http://time.com/4136757/san-bernardino-shooting-gun-law-bull
кнопка et /.) 3. Предпосылки - генезис и эволюция нападения
Запрет на оружие в Калифорнии
Происхождение и последующие модификации штурма
запрет на оружие в Калифорнии описан федеральным судом
Апелляция в следующей расширенной выдержке из дела Silveira v.Lockyer, 312 F.3d 1052 (9th Cir. 2002) (с поправками. 27 января,
2003 г.). В ответ на увеличение количества съемок с участием
полуавтоматическое оружие, Законодательное собрание Калифорнии
принял Закон о контроле над штурмовым оружием Роберти-Рооса
("AWCA") в 1989 году. Непосредственная причина
Постановление AWCA было случайной стрельбой ранее,
год в Кливлендской начальной школе в Стоктоне,
Калифорния.Человек, вооруженный АК-47
полуавтоматическое оружие открыло огонь по школьному двору,
где триста учеников наслаждались своим утром
перерыв. Погибли пять детей в возрасте от 6 до 9 лет, и
ранены один учитель и 29 детей. Вскоре после этого Ассамблея Калифорнии собралась на
внеочередная сессия, созванная с целью
разыгрывая ответ на стрельбу в Стоктоне. В
последующее законодательство, AWCA, было первым SB 880 (Холл) Стр.
11 из?
законодательное ограничение на штурмовое оружие в
нации, и был образцом для подобной федеральной
Закон принят в 1994 году.AWCA квалифицирует это как уголовное преступление
преступление к производству в Калифорнии любого из
полуавтоматическое оружие, указанное в уставе, или
владеть, продавать, передавать или импортировать в государство такие
оружие без разрешения. В статуте содержится
дедушка оговорка, разрешающая владение
штурмовое оружие лицами, законно приобретшими
их до вступления в силу закона, пока
владельцы регистрируют оружие в госдепартаменте
правосудия.Однако оговорка о дедушке налагает
существенные ограничения на использование оружия, которое
зарегистрированы в соответствии с его положениями.
Примерно сорок моделей огнестрельного оружия перечислены в
статут с учетом его ограничений. В
указанное оружие включает "гражданские" модели
военное оружие с чуть меньшей огневой мощью
чем версии военного назначения, такие как Узи,
Военная винтовка израильского производства; АР-15, а
полуавтоматическая версия вооруженных сил США
стандартный пулемет М-16; и АК-47, а
Военная винтовка российского и китайского производства.AWCA также включает механизм для поверенного
Общие для получения судебного заявления в определенных
Верховный суд Калифорнии, оружие, идентичное
перечисленное огнестрельное оружие также подлежит
ограничения. AWCA включает положение, которое кодифицирует
законодательные выводы и выражает
причины принятия закона: Законодательное собрание настоящим находит и заявляет, что
распространение и использование штурмового оружия представляет собой
угроза здоровью, безопасности и защищенности всех
граждане этого государства.Законодательное собрание
ограничил штурмовое оружие, указанное в [
статут] на основании заключения о том, что каждое огнестрельное оружие имеет такие
высокая скорострельность и огневая мощь,
его функция в качестве законного спортивного или развлекательного
огнестрельное оружие существенно перевешивается опасностью того, что
его можно использовать для убийства и ранения людей. это
намерение Законодательного собрания в принятии этой главы SB 880 (Холл) Стр.
12 из?
установить ограничения на использование штурмового оружия
и установить порядок регистрации и разрешения
для их законной продажи и владения.Нет,
однако намерение Законодательного собрания данной главой
наложить ограничения на использование этого оружия
которые в первую очередь предназначены и предназначены для охоты,
стрельба по мишеням, или другие законные виды спорта или
развлекательные мероприятия. В 1999 году законодательный орган внес поправки в AWCA, чтобы
расширить охват и сделать его более гибким в
ответ на технологические разработки в
производство полуавтоматического оружия.Измененный
AWCA сохраняет как исходный список моделей
ограниченное оружие, и судебное заявление
порядок добавления моделей в список.
Поправки 1999 г. к статуту AWCA добавляют треть
метод определения класса ограниченного оружия:
Поправки предусматривают, что оружие является
ограниченное штурмовое оружие, если оно обладает определенными
общие характеристики, перечисленные в уставе.Примеры видов оружия, ограниченного
пересмотренный AWCA включает "полуавтоматический, центральный огонь
винтовка с фиксированным магазином на
принимать более 10 патронов »и полуавтомат,
винтовка центрального огня, способная принять
съемный магазин, а также вспышка
глушитель, гранатомет или сигнальный огонь.
Измененный AWCA также ограничивает штурмовое оружие.
оснащены «кожухами ствола», которые защищают
руки пользователя от сильного жара, создаваемого
скорострельная стрельба из оружия, а также полуавтомат
оружие оснащено глушителями.(Silveira v.
Локьер, 312 F.3d 1052, 1057-1059 (9th Cir. Cal.2002)
(сноски опущены; цитаты опущены).)
4. Конституционные вопросы Конституция запрета на штурмовое оружие в Калифорнии имеет
были поддержаны Верховным судом Калифорнии (Kasler v.
Локьер, 23 Cal. 4-й 472 (2000)), и Федеральный суд
Обращаться. (Сильвейра против Локьера, 312 F.3d 1052 (9th Cir.2002) (как
исправлять. 27 января 2003 г.). В то время как Верховный суд Калифорнии
отклонил утверждения о том, что закон нарушает равную защиту SB 880 (Холл) Стр.
13 из?
гарантии, разделение властей и не предоставили
надлежащее уведомление о том, что запрещено законом, Девятый
Решение окружного апелляционного суда в Силвейре было основано в основном на
о своей интерпретации права Второй поправки на сохранение и
медвежьи лапы.Вторая поправка к Конституции гласит: «А
хорошо организованная милиция, необходимая для безопасности
свободное государство, право народа хранить и носить оружие, должно
не нарушаться ". (Поправка 2 Конституции США).
Суд Сильвейры основал свое решение на широко распространенном
интерпретация Второй поправки, известная как "коллективное
права "точка зрения, что право, закрепленное Второй поправкой
относится к владению огнестрельным оружием только в контексте "хорошо
регулируемая милиция."(Сильвейра против Локьера, 312 F.3d 1052, 1086
(9-й Cir. Cal.2002).) Интерпретация Суда Силвейры значения Второго
Поправка с тех пор была категорически отклонена Верховным судом США.
Суд в округе Колумбия против Хеллера, 554 U.S. 570 (2008) и
Макдональд против города Чикаго, 130 S. Ct. 3020 (2010). Ли
дела Хеллера и Макдональда означают, что штурм Калифорнии
запрет на оружие нарушает Вторую поправку, и поэтому
неконституционный, другое дело.В деле Хеллера Верховный суд отклонил «коллективные права».
мнение о Второй поправке, и вместо этого одобрил
интерпретация "личных прав", что Вторая поправка
защищает право каждого гражданина на владение огнестрельным оружием. После
принимая в этом прочтении Вторую поправку, Верховный суд
постановил, что федеральный закон не может препятствовать гражданам владеть
пистолет в их доме. (Округ Колумбия против.Хеллер, 554
U.S. 570, 683-684.) В деле McDonald Верховный суд
распространил это постановление на законы, принятые 50 штатами.
(Макдональд против города Чикаго, 130 S. Ct. 3020, 3050.) Хотя Верховный суд постановил, что
запретить гражданам иметь в доме огнестрельное оружие за
самообороны, он также заявил, что право, обеспеченное
Вторая поправка не запрещает законы, запрещающие определенные виды
оружия гражданского назначения, в частности, винтовки М-16 и
нравиться."Существуют ли конкретные запреты, содержащиеся в
Существующий запрет на штурмовое оружие в Калифорнии или предложенный в
этого законопроекта, соответствуют праву, гарантированному
Вторая поправка не была определена в решениях
у Хеллера и Макдональда. SB 880 (Холл) Стр.
14 из?
5.Как этот законопроект изменит существующий запрет на использование штурмового оружия
Как объяснил Апелляционный суд, в 1999 году штурмовое оружие
был изменен запрет, чтобы расширить определение штурмового оружия до
включить определение по общим характеристикам,
в частности, включить "полуавтоматическую винтовку центрального огня, которая
имеет возможность принимать отъемный магазин "в дополнение к
одна из нескольких указанных характеристик, например граната
пусковая установка или пламегаситель.(SB 23 (Перата) Статистика. 1999, гл.
129, 7 и след.) SB 23 был введен в действие в ответ на
сбыта так называемого оружия "подражателя", огнестрельного оружия, которое
по существу аналогично оружию из запрещенного списка, но
чем-то отличалось незначительно, разве что название
оружие, тем самым побеждая намерение запрета. "SB 23 берет
оружие, которое было изготовлено, затем модифицировано, названо и переименовано в
рынок. Он устраняет лазейку в действующем законе, запрещающую оружие
имя, а не возможности, давая общее определение
оружие."(Анализ комитета SB 23 (Перата), Ассамблея
Комитет общественной безопасности.) Общее определение штурмового оружия SB 23 предназначалось для
закрыть лазейку в законе, созданную его определением
штурмовое оружие только указанное маркой и моделью.
Правила, принятые после вступления в силу SB 23, определяют
съемный магазин как "любое устройство подачи боеприпасов, которое может
легко сниматься с оружия без разборки
действие огнестрельного оружия или использование инструмента не требуется.Пуля
патрон или боеприпас считается орудием ». (11 CFR
5469 (a).) В ответ на это определение новая функция имеет
были разработаны производителями огнестрельного оружия для изготовления полуавтоматических
винтовки "Калифорния", пуля кнопки. В 2012 году исследователи из некоммерческого центра политики в отношении насилия в г.
Вашингтон, округ Колумбия, выпустил документ, описывающий феномен
кнопка пули и ее влияние на штурмовое оружие Калифорнии
запретить: «Кнопка пули» - производители штурмового оружия
Ворота на рынок Калифорнии Каталоги и веб-сайты ведущих штурмовиков Америки
производители винтовок полны новых разработок
Штурмовое оружие, "соответствующее требованиям Калифорнии".Номер один SB 880 (Холл) Стр.
15 из?
и два производителя штурмового оружия Bushmaster и
DPMS, к которой присоединились ArmaLite, Colt, Sig Sauer, Smith &
Wesson и другие представляют новые винтовки.
разработан, чтобы обойти штурмовое оружие Калифорнии
запретить и активно нацелены на государство в попытке
поднять падающие сейчас продажи этого класса оружия.Они достигают этого с добавлением
незначительное изменение дизайна их оружия в стиле милитари
стало возможным благодаря лазейке в определении: "пуля
кнопку. "[См. Приложение, начало на стр.
шесть экземпляров каталога 2012 года с изображением "Калифорнии
совместимые "штурмовые винтовки, использующие" пулевую кнопку "
от ведущих производителей штурмового оружия.] Закон Калифорнии запрещает полуавтоматические винтовки с
возможность приема съемного магазина боеприпасов
и любое из шести перечисленных дополнительных нападений
характеристики оружия (т.е.г., складной приклад, вспышка
глушитель, пистолетная рукоятка или другой военный стиль
Особенности). Отъемные магазины большой емкости позволяют
стрелков, чтобы быстро выбросить большое количество боеприпасов
и не имеют спортивной цели1.
Калифорния магазин боеприпасов не рассматривается как
съемный, если для его снятия требуется "инструмент"
оружие. «Кнопка пули» - это кнопка спуска.
для магазина боеприпасов, который можно активировать
кончик пули.Кончиком пули
заменяя использование пальца при активации
отпустите, кнопку можно нажать, а съемный
Магазин боеприпасов снимается и заменяется за секунды.
По сравнению с процессом выпуска стандартного
отъемный магазин боеприпасов является отличием
без разницы. 1 Департамент казначейства по спортингу
Пригодность модифицированных полуавтоматических автоматов,
Апрель 1998 г.(Пули, оружейная промышленность
Нападение на запрет штурмового оружия в Калифорнии, насилие
Центр политики, Вашингтон, округ Колумбия, май 2012 г.) Этот законопроект изменит определение штурмового оружия на
огнестрельное оружие, имеющее одну из нескольких указанных характеристик и не SB 880 (Холл) Стр.
16 из?
иметь «фиксированный магазин», а не огнестрельное оружие с одним из
эти функции и "может принимать съемный
журнал."Он также определил бы" фиксированный магазин "как"
устройство подачи боеприпасов, содержащееся или постоянно прикрепленное
к огнестрельному оружию таким образом, чтобы его нельзя было снять
без разборки механизма действия огнестрельного оружия ». Итак, полуавтомат
винтовка могла иметь съемный магазин, если он не
также иметь какие-либо функции, или они могут иметь функции до тех пор, пока
у него был фиксированный магазин. Цель этого изменения -
уточнить, что оснащение оружия магазином "пуля пуговица"
выпуск не выводит это оружие за рамки определения
штурмовое оружие.Этот законопроект также потребует от любого лица, которое с 1 января
С 2001 г. по 31 декабря 2016 г. - на законных основаниях владела штурмовым оружием.
который не имеет фиксированного магазина, как определено, в том числе
оружие с устройством подачи боеприпасов, которое можно снять
легко из огнестрельного оружия с помощью инструмента, другими словами,
это оружие с выпуском магазина "пуля", чтобы
зарегистрировать огнестрельное оружие до 1 января 2018 г. в ведомстве
в соответствии с процедурами, которые может установить департамент.Поскольку в законопроекте уточняется, что это штурмовое оружие,
это положение соответствует действующему закону, который требует
штурмовое оружие, находящееся в законном владении, для регистрации в Министерстве юстиции. 6. Аргумент в поддержку Согласно Калифорнийским главам кампании Брэди,
Предотвратить насилие с применением огнестрельного оружия: Существующий закон Калифорнии о штурмовом оружии запрещает
полуавтоматические винтовки центрального огня или полуавтоматические пистолеты
которые могут принимать съемный магазин и
оснащены любой из следующих функций: пистолет
рукоятка, приклад с отверстием для большого пальца, складной или выдвижной приклад,
гранатомет, сигнальный огонь, пламегаситель или передовой
пистолетная рукоятка.Этих функций нет на спортивных
пистолеты и были разработаны специально для облегчения
убийство людей в бою. Калифорнийские отделения кампании Брэди поддерживают запрещение
полуавтоматическое штурмовое оружие военного образца. Быстрый
и контролируемое распыление пуль, связанных с нападением
оружие представляет собой угрозу для сотрудников полиции, семей и SB 880 (Холл) Стр.
17 из?
сообщества.Как показала трагедия на Сэнди-Хук
Школа, а совсем недавно в Сан-Бернардино, нападение
оружие увеличивает летальность и количество жертв в
инцидент с массовым расстрелом. К сожалению, производители огнестрельного оружия нашли способы
включить опасную быструю перезарядку, которую калифорнийские
Закон о штурмовом оружии пытался запретить. Например,
"пуля" - это функция, которая позволяет владельцу огнестрельного оружия
использовать пулю или другой заостренный предмет для быстрого отсоединения
и заменить магазин боеприпасов оружия.Поскольку
использование пули или другого «инструмента» необходимо для удаления
журнал, продажа пулеметов с пуговицами была
разрешено, хотя закон Калифорнии о штурмовом оружии
запрещает оружие, которое "способно принять
съемный журнал ». Фактически, в первые одиннадцать месяцев
после сохранения записей о длинном оружии стало
в рабочем состоянии (с 1 января 2014 г. по 2 декабря 2014 г.), есть
50 574 продажи или передачи оружия военного образца
с кнопкой-маркером или другой подобной функцией, которая позволяет
для быстрой смены журнала.Главы кампании Калифорнии Брэди поддерживают разъяснение
и усиление закона Калифорнии о штурмовом оружии как
предложен SB 880. Законопроект изменяет существующий закон путем
внесение в список штурмовых орудий огнестрельного оружия с
особенности военного стиля, которые не имеют фиксированного магазина.
Неподвижный магазин определяется как устройство подачи боеприпасов.
содержащегося в огнестрельном оружии или постоянно прикрепленного к нему в таком
способ, которым устройство не может быть удалено без
разборка действия огнестрельного оружия.Оружие, которое не
иметь фиксированный магазин, как определено, и любой из
элементы в стиле милитари были бы незаконными. SB 880 потребует от любого человека, законно владеющего
С 1 января 2001 г. по 31 декабря 2016 г. штурмовое оружие, которое
не имеет фиксированного магазина, как это определено в законопроекте
зарегистрировать оружие до 1 июля 2017 г. в Калифорнийском
Департамент правосудия.Эта запись позволит закону
принуждение к разоружению человека с помощью Вооруженных
Программа системы запрещенных лиц, если человек должен был -------------------------
Данные предоставлены Министерством юстиции Калифорнии, декабрь.
8, 2014. SB 880 (Холл) Стр.
18 из?
запретить владение огнестрельным оружием и способствовать закону
принуждение к отслеживанию преступного оружия.Оружейная промышленность воспользовалась неточным
определение уклоняться от намерения закона. Эта лазейка
должен быть закрыт и, соответственно, California Brady
Главы кампании решительно поддерживают SB 880.
7. Аргумент в оппозиции
Согласно Коалиции политики в отношении огнестрельного оружия: SB 880 пытается подорвать давний закон, касающийся
определение «съемный магазин» и «фиксированный магазин».Он опирается на нечеткие, неопределенные формулировки, такие как «без
разборка действия "или" не имеет фиксированной
журнал "и стремится запретить покупку, наследство,
продажа, передача, транспортировка, импорт и производство
наиболее распространенное и популярное защищенное оружие современного
эпоха. SB 880 - крупнейший запрет на оружие в истории Калифорнии
SB 880 немедленно запретит и принудит регистрацию
миллионы широко используемых полуавтоматических винтовок и
защищен Второй поправкой к США
Конституция.С продажами оружия и спортивной стрельбой
достигая новых высот, SB 880 потенциально приведет к
миллионы единиц огнестрельного оружия сняты с полок для продажи,
из имущества по завещанию и запретить законную передачу
коллекции и огнестрельное оружие. Перемещая столбы ворот на миллионы своих жителей,
Калифорния введет новую уголовную ответственность для сотен
тысяч калифорнийцев и посетителей Калифорнии -
включая спортсменов по стрелковому спорту - без каких-либо
простая информационно-пропагандистская программа, объявление о государственной службе или
обязать Министерство юстиции обновлять устаревшие (а в некоторых
случаев, вводящих в грубое заблуждение) информация, которую он публикует в
свои публикации и на своем веб-сайте, но отказывается исправлять
несмотря на реальные последствия для законопослушных людей.SB 880 (Холл) Стр.
19 из?
SB 880 создает за ночь преступников для простого владения,
передача, транспортировка или наследование общих, охраняемых
предметы, создавая кризис для жителей и посетителей, которые
всю жизнь соблюдали закон и могли потерять все
они работали, просто выполняя фундаментальные
верно.SB 880 может фактически создать запас в миллионы новых
«Штурмовое оружие», которое останется в веках
Как это ни парадоксально, но некоторых людей могут поймать как
ночные преступники, есть другие, которые будут заняты и
воспользуемся возможностью зарегистрировать сотни
тысяч или даже миллионов единиц огнестрельного оружия, тем самым получив
государственная санкция на любой стиль журнала или
им нравятся политически некорректные косметические черты.